上海常見鈑金機械加工有哪些
鈑金加工中的誤差范圍通常在0.1mm到100mm之間,具體取決于加工材料、方法和精度要求。例如,激光切割的板厚范圍通常在0.510mm,而折彎工藝則適用于0.56mm的板厚。切割公差通常為±0.2mm,折彎角度公差為±1°。鈑金折彎件的未注線性尺寸極限偏差根據基本尺寸段的不同而有所變化,如030mm段為±0.2mm,30120mm段為±0.3mm等。未注倒圓半徑和倒角高度尺寸的極限偏差也根據基本尺寸段有所不同,如03mm段為±0.4mm,36mm段為±0.3m m等。未注角度尺寸的極限偏差同樣根據基本尺寸段變化,如010°段為±1°30',1050°段為±1°等。鈑金機械加工作為一種先進的金屬加工方式,在制造業中具有重要的地位和應用前景。上海常見鈑金機械加工有哪些

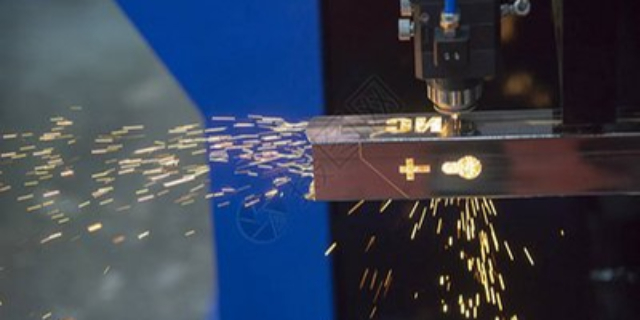
重要竟爭優勢1.智能生產體系配備德國通快激光切割機(功率12kW)、日本AMADA數控沖床等前列設備集成MES生產執行系統,實現訂單全流程數字化追蹤支持0.01mm級加工精度,板厚處理范圍0.5-25mm2.多材料加工能力碳鋼/不銹鋼/鋁合金/銅材等常規金屬鈦合金/鎳基合金等特種材料萄膜板/防指紋板等裝飾板材3.精細工藝控制激光切割:切口粗糙度Ra≤3.2μm,熱影響區≤0.1mm數控折彎:角度公差±0.5°,重復定位精度±0.03mm焊接工藝:配備機器人氬弧焊,焊縫滲透檢測合格率100%國產鈑金機械加工批發價格工業4.0時代,鈑金加工正從"單一設備能力"轉向"全鏈路智能協同"。
成本低:對于大批量生產的鈑金件,通過模具沖壓、自動化切割和彎曲等工藝,可以降低生產成本,提高生產效率。同時,鈑金材料的相對成本較低,且可回收利用,進一步降低了整體成本。形狀多樣:可以通過切割、彎曲、沖壓等多種工藝的組合,制造出各種復雜形狀的零部件,滿足不同產品的設計需求。適合大規模量產:自動化設備的應用使得鈑金加工能夠實現批量生產,**提高了生產效率,縮短了加工周期,適用于大規模工業化生產。應用領域電子電器行業:如電腦機箱、手機、MP3等電子產品的外殼,以及電器設備的控制柜、配電柜等。汽車工業:汽車的車身、發動機罩、車門、后備箱蓋等部件都是鈑金件,此外,汽車內部的儀表盤、座椅骨架等也常采用鈑金加工。
成本優勢:優化全鏈路價值創造鈑金加工的成本優勢并非簡單的低價竟爭,而是通過技術升級實現的綜合成本優化:1.**材料利用率比較高化**:智能排版系統可自動規劃板材切割路徑,將廢料率從傳統工藝的15%降至5%以內;2.**人工成本降低**:自動化設備替代70%以上的重復性勞動,人力投入減少的同時,產品一致性明顯提升;3.**全生命周期成本控制**:采用防腐鍍層、精密焊接等工藝的鈑金件,使用壽命可達10年以上,維護成本近乎為零。據統計,采用優化后的鈑金加工方案,企業綜合生產成本可降低25%-40%,真正實現“降本不降質”在電子通信、汽車制造、家電等多個行業具有廣泛的應用場景。

工藝流程:焊接與拼接:如果產品需要多個部件進行組合,需要進行焊接、拼接等工藝,確保各部件之間的連接牢固。表面處理:對零部件進行噴涂、電鍍、拋光等處理,以提高其表面質量和耐腐蝕性。組裝:將多個零部件進行組裝,形成**終的成品。剪板機:用于對板材進行切割,保證材料的規格和尺寸準確。折彎機:可對金屬板材進行彎曲加工,實現產品的成型和彎曲。沖床:對材料進行打孔或者沖剪,用于制造復雜的形狀和圖案。激光切割機:通過激光束將金屬板材進行切割,具有切割速度快、精度高、自動化程度高等優點,適用于對精度要求較高的場合。合理的設計能夠減少加工工藝和工時,提高加工效率和產品質量。江蘇常見鈑金機械加工按需定制
交期快速:我們擁有高效的生產流程和先進的設備,能夠快速響應客戶需求,保證產品的及時交付。上海常見鈑金機械加工有哪些
調整放卷機和矯直機之間的張力控制系統,確保放卷速度與矯直速度相匹配。對于較厚的板材,通常需要較大的張力;對于較薄的板材,則需要較小的張力。導向裝置調整:根據板材的寬度和厚度,調整進料口的導向裝置。確保板材在進入矯直區域時保持與設備中心線對齊。入口和出口壓力調整:適當增加入口壓力,確保板材順利通過矯直輥。適當調整出口壓力,使板材在拉伸過程中獲得適度的張力。矯直速度調整:根據板材厚度和材質,設定合理的運行速度。避免速度過快導致板材無法充分接觸矯直輥,或速度過慢導致板材過度彎曲。上海常見鈑金機械加工有哪些
- 制造工業冷水機定制 2025-12-14
- 河北工業冷凝器大小 2025-12-14
- 江蘇自制吊頂式側出風冷風機銷售電話 2025-12-14
- 湖北直銷工業冷水機銷售公司 2025-12-14
- 湖北附近哪里有工業冷水機哪家強 2025-12-14
- 安徽什么工業冷凝器訂制價格 2025-12-14
- 江蘇制造工業冷凝器品牌排行 2025-12-14
- 江蘇國產工業冷凝器售后服務 2025-12-14
- 重慶制造工業冷凝器按需定制 2025-12-14
- 北京工業冷凝器批發價格 2025-12-14
- 江蘇可視化光伏智能清潔機器人價格 2025-12-14
- 汕尾特種廢氣一體擾流除臭設備公司 2025-12-14
- 便捷式儲能設備哪家好 2025-12-14
- 浙江水標檢品機哪家好 2025-12-14
- 河北PROCON10648穩壓泵銷售公司 2025-12-14
- 昆山購買新能源原動設備按需定制 2025-12-14
- 深圳附近哪里有壓紙機供應商 2025-12-14
- 貴州分選檢重秤怎么樣 2025-12-14
- 河北機械主軸 2025-12-14
- 直銷噴淋塔銷售電話 2025-12-14