-
 上海輪槽刀片供應
上海輪槽刀片供應成都工具研究所有限公司是一家專業從事切削刀具的公司。我們擁有多年的行業經驗和專業知識,致力于為客戶提供高質量的切削刀具產品和品質的服務。外貿切削刀具出口是成都工具研究所有限公司的主要業務之一。我們的切削刀具產品廣泛應用于機械加工、汽車制造、航空航天等行業。我們...
2025-12-14 -
 蘇州磨加工主動測量系統供應
蘇州磨加工主動測量系統供應內孔磨加工主動測量儀能提升內孔尺寸測量的精確度。內孔屬于工件的隱蔽加工部位,傳統測量方式難以深入孔內實時監測,易因測量偏差導致尺寸超差。內孔磨主動測量儀配備細長探針或非接觸式傳感器,可深入孔內與內表面保持穩定接觸或感應距離,精確捕捉磨削過程中的尺寸變化,測量精...
2025-12-14 -
 汽車皮帶輪刀片多少錢
汽車皮帶輪刀片多少錢非標切削刀具能精確適配特殊加工需求。常規標準刀具難以滿足具有獨特結構、特殊材料或特定精度要求的加工場景,易出現切削效率低或質量不達標等問題。非標切削刀具可根據工件的具體特征進行針對性設計,如定制刃口角度適應特殊材料的切削特性,優化刀具幾何參數匹配工件的獨特結構...
2025-12-14 -
 成都凸輪軸磨加工主動測量儀供應商推薦
成都凸輪軸磨加工主動測量儀供應商推薦內孔磨加工主動測量儀可提高內孔加工的自動化水平。傳統內孔磨削依賴人工頻繁測量和調整,自動化程度低,影響生產效率。內孔磨主動測量儀與磨削設備的控制系統深度集成,實現從測量、數據分析到參數調整的全流程自動化,無需人工干預即可完成內孔的精確加工。這種自動化能力減少了...
2025-12-13 -
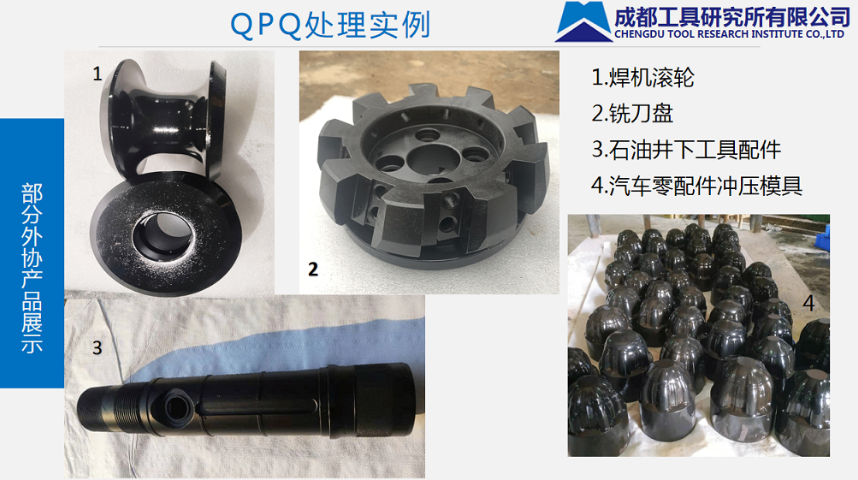
 江蘇模具QPQ服務價格
江蘇模具QPQ服務價格深層QPQ處理有助于拓展零件的極端環境適用域。普通表面處理的零件在高溫、高壓、強腐蝕等極端環境下,其表層防護往往會因環境因素的劇烈作用而快速失效,導致零件性能急劇下降。而深層QPQ處理形成的深度強化結構,能在這些極端條件下提供更持久的保護。深層硬化層具有極高的...
2025-12-13 -
 武漢汽車QPQ服務報價
武漢汽車QPQ服務報價QPQ表面處理技術可有效延長部件服役周期。部件的使用壽命往往受限于表面磨損、腐蝕等因素,普通處理的表面因防護層易失效導致更換頻繁。QPQ處理形成的表面層與基體結合牢固,耐磨性和抗腐蝕性的衰減速度緩慢,能在長期使用中保持關鍵性能穩定,減少因表面損傷導致的功能退化...
2025-12-13 -
 華東硬質合金切削刀具供應
華東硬質合金切削刀具供應數控切削刀具能提高對加工參數的適配性。數控加工的參數設置需與刀具性能匹配,普通刀具的參數適應范圍窄,易因參數偏差導致切削異常。數控切削刀具通過系列化設計覆蓋不同切削速度、進給量范圍,刀具手冊提供的參數推薦可直接導入數控程序,同時刀具的剛性與韌性匹配使參數調整空...
2025-12-13 -
 浙江工具QPQ代處理
浙江工具QPQ代處理QPQ液體氮化能增強介質的滲透效率。液體介質中含有高濃度的活性氮原子,且液體與零件表面的接觸更充分,原子擴散阻力小,可加快氮原子向基體的滲透速度,縮短氮化處理時間。這種高效的滲透性能在保證氮化層質量的前提下,提高了處理效率,減少了零件在處理過程中的停留時間,有...
2025-12-13 -
 蝸桿切削刀具哪家好
蝸桿切削刀具哪家好工研所憑借其豐富經驗和專業技術為齒輪相關行業的供應做出貢獻,齒輪刀具致力于提供模數范圍M0.1-M50的齒輪加工整體解決方案。M0.1-M1的整體硬質合金小模數滾刀精度等級一般為AAA,加工6級精度的齒輪,應用于汽車行業、智能傳動、汽車儀器儀表等,可加工漸開線...
2025-12-13 -
 成都內孔磨加工主動量儀選購
成都內孔磨加工主動量儀選購在線磨加工主動測量儀可提高對柔性生產的適配性。柔性生產要求設備能快速適應多品種、小批量的生產需求,傳統測量設備因參數調整繁瑣難以滿足快速換產要求。在線主動測量儀可通過預設的程序庫存儲不同工件的測量參數和工藝標準,換產時只需調用對應程序,無需重新進行復雜的參數設...
2025-12-13 -
 武漢化工QPQ服務價格
武漢化工QPQ服務價格石油QPQ處理有助于提升設備部件的配合精度。石油設備內部結構精密,眾多部件協同運作,部件間的配合精度直接關系到設備的運行效率和安全性。QPQ處理能在部件表面形成均勻且堅固的硬化層,有效控制部件在長期使用中的尺寸變化,使相互配合的部件始終保持穩定的間隙。這種穩定...
2025-12-12 -
 成都工具QPQ哪家實惠
成都工具QPQ哪家實惠零件QPQ處理有助于拓寬應用場景范圍。普通零件因性能限制,在高溫、高壓、高磨損或強腐蝕環境中難以穩定工作,應用場景受限。QPQ處理后的零件,憑借其高硬度、高耐磨性、強抗腐蝕性和良好的抗疲勞性,可適應更普遍的嚴苛環境。無論是在高溫爐膛內的機械傳動零件,還是在深海...
2025-12-12 -
 廣州磨加工主動測量儀定制
廣州磨加工主動測量儀定制內孔磨加工主動測量儀能提升內孔形位公差的控制能力。內孔的圓柱度、同軸度等形位公差對零件裝配和功能影響明顯,傳統測量方式難以在加工中實時監測這些參數,易導致形位誤差超標。內孔磨主動測量儀通過多方向傳感器同步采集數據,可實時計算內孔的圓柱度偏差、軸線偏移量等形位參...
2025-12-12 -
 廣州磨加工主動量儀多少錢
廣州磨加工主動量儀多少錢凸輪軸磨加工主動測量儀可提高批量生產的質量一致性。批量生產中,坯料材質差異、設備狀態波動等因素易導致凸輪軸質量離散,傳統抽檢方式難以全方面把控。主動測量儀對每根凸輪軸的所有凸輪型面、軸頸尺寸等進行全流程測量,記錄完整的質量數據并生成統計分析報告,通過對比批次內...
2025-12-12 -
 廣州鋼管端面倒角刀采購
廣州鋼管端面倒角刀采購切削刀具能優化切削表面的加工質量。工件表面的粗糙度、平整度等質量指標對裝配性能與使用效果至關重要,普通刀具因刃口磨損快或切削力不穩定,易導致表面出現劃痕、毛刺等缺陷。精密切削刀具通過精確控制刃口圓弧半徑與后角角度,可實現平滑的材料分離,減少切削過程中對已加工表...
2025-12-12 -
硬質合金銑刀哪家好
蝸桿切削刀具能精確保障蝸桿齒形的精度。蝸桿齒形復雜,其螺旋角、齒厚、齒根圓角等參數對傳動性能影響明顯,普通刀具難以精確復現設計齒形,易導致齒形偏差。蝸桿切削刀具通過精確磨削的刃口輪廓與蝸桿齒形理論參數完全匹配,可在切削過程中形成符合標準的齒面接觸線,確保齒形的...
2025-12-12 -
成都菌形葉根槽精銑刀
成都工研所的可換頭銑刀HT-C系列,刀頭和刀桿分開,打破了整體硬質合金銑刀材料形狀上的限制,性價比高。刀桿采用硬質合金釬焊方式,剛性媲美整體硬質合金;刀桿采用內部冷卻方式更有利于內孔零部件冷卻潤滑加工;刀頭刀桿模塊化設計,組合使用更靈活;刀頭刀桿互換性好,節省...
2025-12-12 -
廣東重型刀片
立方氮化硼刀具(簡稱PCBN刀具)、人造金剛石刀具(簡稱PCD刀具),是成都工具研究所早期在1973年和1980年先后在國內率先研制生產的超硬刀具,該項目曾先后獲得國家“科技進步三等獎",四川省、機械部“科技二等獎”以及“金龍獎”等多項獎項。該刀具的出現使傳統...
2025-12-12 -
 湖南BTA深孔鉆頭供應
湖南BTA深孔鉆頭供應齒輪切削刀具有助于增強刀具在連續切削中的耐用性。齒輪切削過程中,刃口持續承受周期性沖擊與摩擦,普通刀具易出現刃口磨損過快、崩刃等問題,影響使用壽命。齒輪切削刀具采用強度高高速鋼或硬質合金材料,配合耐磨涂層技術,增強刃口的抗磨損與抗沖擊能力,同時優化的排屑槽設計...
2025-12-12 -
天津可轉位螺紋車削刀片
齒輪切削刀具可適配不同類型齒輪的加工需求。齒輪存在直齒、斜齒、錐齒輪、人字齒輪等多種類型,其齒形特征與加工方式差異較大,普通刀具通用性有限。系列化齒輪切削刀具針對不同類型齒輪的加工特點設計刃口與切削參數,如針對斜齒輪采用相應的螺旋角刃口設計,針對錐齒輪優化切削...
2025-12-12 -
 廣東電梯輪槽刀片供應
廣東電梯輪槽刀片供應重型切削刀具有助于提升材料切除的單位時間效率。單位時間內的材料切除量是衡量加工效率的關鍵指標,普通刀具在面對強度高、高硬度的重型材料時,需降低切削速度以保證安全,導致單位時間切除量有限。重型切削刀具憑借優異的材料性能和結構設計,可在較高的切削速度與進給量配合下...
2025-12-12 -
東莞可轉位螺紋車削刀片
孔加工刀具作為切削加工領域的重要成員,其歷史悠久,至今仍是機械加工中不可或缺的工具之一。這類刀具的主要任務是在實體材料上加工出各種孔或擴大已有孔徑,如螺釘孔、銷孔、齒輪內孔、箱體上的軸孔以及機床主軸錐孔等,廣泛應用于各種機械部件的制造中。據統計,在機械加工總量...
2025-12-12 -
 浙江標準刀片
浙江標準刀片數控切削刀具有助于優化刀具壽命的數字化管理。數控系統可記錄刀具的使用時間與加工數量,但需依賴刀具自身的壽命穩定性實現精確管理,普通刀具的壽命離散性大,難以建立有效關聯。數控切削刀具因材料與制造工藝的一致性,使用壽命偏差小,可與數控系統的刀具管理模塊聯動,通過預...
2025-12-12 -
 浙江高精度磨加工主動測量儀
浙江高精度磨加工主動測量儀前插磨加工主動測量儀有助于優化磨削進給參數。前插不同部位的材料去除量和精度要求存在差異,傳統固定進給參數難以兼顧效率與質量。主動測量儀根據實時采集的各部位尺寸數據和材料硬度反饋,自動優化進給策略:在粗磨階段對大余量部位采用高進給速度快速去除材料,在接近成品尺寸...
2025-12-12 -
 縱樹形葉根槽精銑刀供應商推薦
縱樹形葉根槽精銑刀供應商推薦工研所的石油管螺紋梳刀通常用于高負荷和高速加工條件下,刀具材料的選擇和刀具幾何形狀的設計非常重要。梳刀的加工精度和表面質量對石油管道的密封性和使用壽命也有著重要的影響,因此一定要慎重選擇使用高質量的梳刀。隨著石油工業的發展和技術的進步,石油管螺紋梳刀的設計和制...
2025-12-12 -
杭州機車QPQ服務費用
深層QPQ處理有助于拓展零件的極端環境適用域。普通表面處理的零件在高溫、高壓、強腐蝕等極端環境下,其表層防護往往會因環境因素的劇烈作用而快速失效,導致零件性能急劇下降。而深層QPQ處理形成的深度強化結構,能在這些極端條件下提供更持久的保護。深層硬化層具有極高的...
2025-12-12 -
 寧波PCD刀片采購
寧波PCD刀片采購工研所的焊管加工刀具高效、高精度、高質量,為各類型焊管的銑邊、內外毛刺去除、平頭倒棱加工提供整體解決方案,加工鋼級覆蓋Q235-X80。銑邊加工刀具采用強韌硬質合金基體加細晶氧化鋁涂層,具有良好的抗沖擊性能和高溫性能,尤其適合于銑邊加工等重載銑削。內外毛刺加工...
2025-12-12 -
 浙江PCD切削刀具供應
浙江PCD切削刀具供應蝸桿切削刀具有助于增強刀具在連續切削中的耐用性。蝸桿切削過程中,刀具刃口持續與工件螺旋面接觸,承受較大的摩擦與沖擊,普通刀具易出現刃口磨損過快、崩刃等問題,影響使用壽命。蝸桿切削刀具采用強度高合金材料與耐磨涂層,增強刃口的抗磨損與抗沖擊能力,同時通過優化的排屑...
2025-12-12 -
廣州齒輪刀具供應
切削刀具可提高對不同加工工藝的適應性。機械加工包含車削、銑削、鉆削等多種工藝,不同工藝對刀具的切削方式、受力狀態要求各異,普通刀具的性強,難以跨工藝使用。多功能切削刀具通過模塊化設計與可換刀頭結構,能適應不同工藝的切削需求,只需更換相應的刃部組件即可完成多種加...
2025-12-12 -
華東輪槽刀具供應
切削刀具可增強切削過程的穩定性。切削過程中,振動、沖擊等因素易導致刀具與工件相對位置波動,影響加工精度,普通刀具因抗沖擊性能差,易在不穩定工況下出現刃口崩裂。優良切削刀具通過合理的結構設計與材料韌性匹配,能吸收切削過程中的部分沖擊能量,減少振動傳遞,同時刃口的...
2025-12-11