-
 舟山5s現場標準化
舟山5s現場標準化紅牌作戰”是使用紅色標簽對工廠各角落的“問題點”,不管是誰(通常以小組的形式),加以發掘,并加以改善的方法,是5S活動運用的工具之一。 紅牌作戰只是一種手段,其目的在于發現現場存在的問題點,并通過張貼紅牌的方式,暴露問題,以便引起關注是問題得到解決。 紅牌作戰主要用來標識那些不再需要或者重復的物品。這些物品通常包括:-損壞的設備、工具或機器-已經過期或者無效的物料、產品或文件-不再使用或者已被替代的設備、工具或機器-無法正常使用的物料、產品或文件對于這些物品,可以通過貼上紅牌進行標識,表明它們需要被清理和處理。同時,也要明確責任人,確保這些物品得到及時的處理。 現場標準化管理的...
-
 目視化現場標準化案例
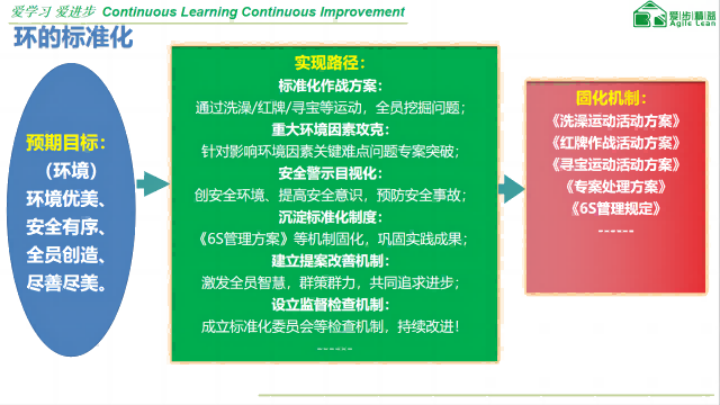
目視化現場標準化案例環的標準化 預期目標:(環境)環境優美、安全有序、全員創造、盡善盡美。 實現路徑:標準化作戰方案:通過洗澡/紅牌/尋寶等運動,全員挖掘問題;重大環境因素攻克:針對影響環境因素關鍵難點問題專案突破;安全警示目視化:創安全環境、提高安全意識,預防安全事故;沉淀標準化制度:《6S管理方案》等機制固化,鞏固實踐成果;建立提案改善機制:激發全員智慧,群策群力,共同追求進步;設立監督檢查機制:成立標準化委員會等檢查機制,持續改進! 固化機制:《洗澡運動活動方案》《紅牌作戰活動方案》(304個紅牌問題改善閉環》《尋寶運動活動方案》15項《專案處理方案》《6S管理規定》 如何將信息化手段融入...
2025-06-30 -
 云浮7s現場標準化
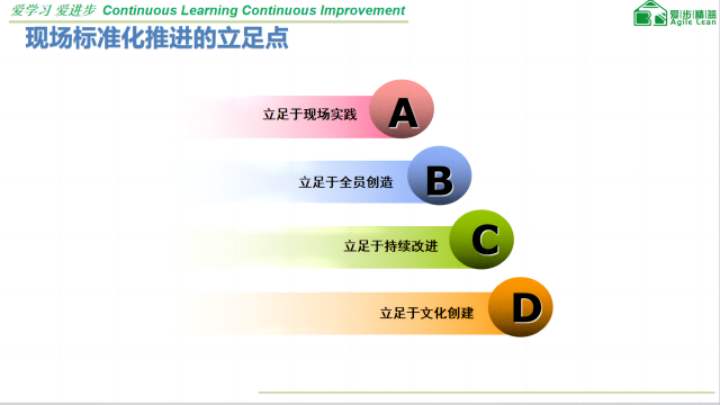
云浮7s現場標準化現場標準化立足點之文化創建是一個復雜而重要的過程,它涉及到企業或組織的價值觀、行為準則、工作方式等多個方面。1.明確價值觀:這是企業文化的基礎。這些價值觀應該反映企業的使命、愿景和戰略目標,并得到全體員工的認同。2.制定行為準則:基于價值觀,制定行為準則,明確員工在工作中應該如何行動。這些行為準則應該簡單明了,易于理解和執行。3.營造積極的工作氛圍:通過營造積極的工作氛圍,讓員工感受到企業的關懷和支持,從而提高工作積極性和滿意度。4.建立有效的溝通機制:建立有效的溝通機制,讓員工能夠自由地表達自己的意見和建議,同時管理層也能夠及時了解員工的需求和反饋。5.培養團隊精神:通過團隊建設活動,增強員...
-
麗水現場標準化簡介
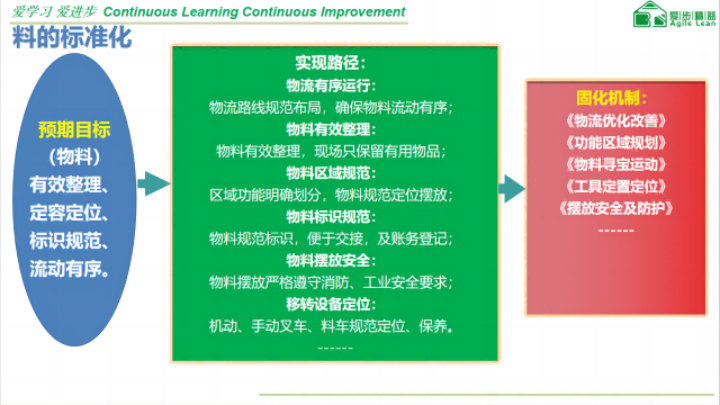
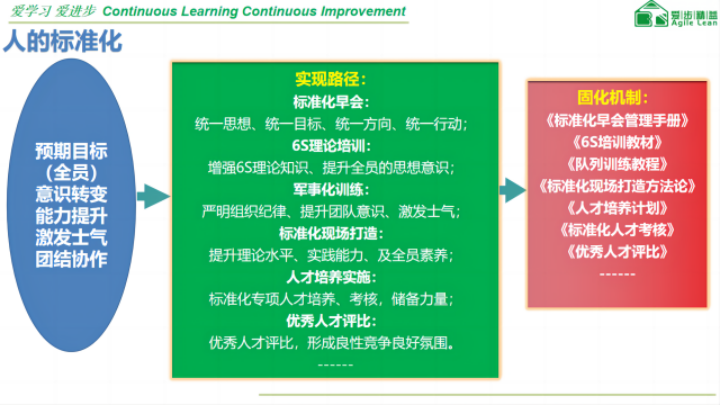
人的標準化 預期目標:(全員)意識轉變、能力提升、激發士氣、團結協作 機的標準化 預期目標:(設備)保養有效、運行正常、狀態標識、確保安全 料的標準化 預期目標:(物料)有效整理、定容定位、規范標識、流動有序 法的標準化 預期目標:(標準)標準可依、標準必依、執標必嚴、違標必究 環的標準化 預期目標:(環境)環境優美、安全有序、全員創造、盡善盡美 預期目標:(環境)環境優美、安全有序、全員創造、盡善盡美預期目標:(環境)環境優美、安全有序、全員創造、盡善盡美 6S之三級巡線如何做?麗水現場標準化簡介現場標準化管理是一種系統的方法,用于優化工作流程、提...
2025-06-30 -
 泉州三定管理現場標準化
泉州三定管理現場標準化5S之油漆作戰是指在5S生產管理活動中,通過涂漆來維護和翻新設施的方法。以下是油漆作戰在5S中的具體應用:1.**清掃階段**:在5S的清掃階段,除了進行徹底的清掃,還要解決一些設施的破損、設備銹跡斑斑、地面墻面油漆脫落等問題。這些問題光通過清掃是無法解決的,需要通過涂漆等措施來進行翻新和維護。2.**整頓階段**:在整頓階段,可以選定需要進行涂漆的區域和設備,并進行記錄。同時,要制定涂漆的標準,如顏色、厚度和干燥時間等。3.**清潔階段**:在清潔階段,可以根據制定的涂漆標準,對設施進行涂漆。在這一過程中,要注意確保工作區域的安全,并佩戴適當的防護裝備。4.**標準化階段**:在標準化階段,...
2025-06-30 -
 惠州7s現場標準化
惠州7s現場標準化行跡管理是一種有效的管理方法,可以幫助減少查找物品的時間。通過行跡管理,將物品按照其形狀和特點進行定位,并在其放置位置進行標識。這樣,每當需要查找某個物品時,只需查看行跡圖或者行跡標識,就可以迅速找到物品的位置,減少了查找時間。此外,行跡管理還可以提高工作效率。通過將物品進行規范化的管理,員工可以更快地找到所需的物品,減少了在尋找物品上花費的時間,從而提高了工作效率。同時,行跡管理還能夠提升企業形象,使工作場所更加整潔有序,展現出企業高效、專業的形象。總的來說,行跡管理通過規范化的標識和定位方法,有效減少了查找物品的時間,提高了工作效率和企業的形象。6S之三定管理包含什么內容?惠州7s現場標準...
-
 臺州現場標準化
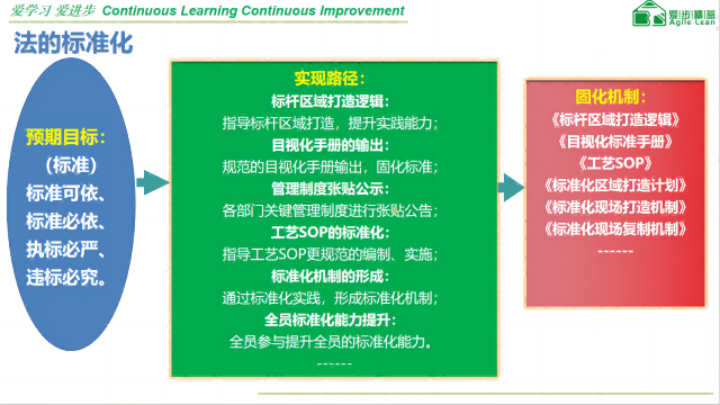
臺州現場標準化法的標準化 預期目標:(標準)標準可依、標準必依、執標必嚴、違標必究。 實現路徑:標準區域打造邏輯:指導標準區域打造,提升實踐能力;目視化手冊的輸出:規范的目視化手冊輸出,固化標準;管理制度張貼公示:各部門關鍵管理制度進行張貼公告;工藝SOP的標準化:指導工藝SOP更規范的編制、實施;標準化機制的形成:通過標準化實踐,形成標準化機制;全員標準化能力提升:全員參與提升全員的標準化能力。 固化機制:《標準區域打造邏輯》《目視化標準手冊》優化編制16份《工藝SOP》《標準化區域打造計劃》《標準化現場打造機制》《標準化現場復制機制》 現場標準化管理對員工有哪些影響?臺州現場標準化目視...
2025-06-29 -
三級巡線現場標準化供應
制定標準:首先,需要制定適用于特定領域或行業的標準。這涉及收集和分析相關數據、研究最佳實踐、借鑒國際標準等。制定標準的過程需要考慮各種因素,如安全性、質量、環境影響等,并確保標準具有可操作性和可測量性。實施標準:一旦標準制定完成,接下來是將其實施到組織或行業中。這包括向相關人員傳達標準的內容和目標,提供培訓和指導,確保他們理解和遵守標準要求。實施標準還可能涉及制定相應的流程、程序和控制措施,以確保標準的有效執行。監督和改進:標準化實施的一個步驟是監督和改進。這包括定期進行內部審核和評估,以確保標準的合規性和有效性。通過監測和測量關鍵績效指標,可以識別潛在的問題和改進機會,并采取相應的糾正措施。...
-
溫州現場標準化簡介
文件夾外部標識文件夾外部標識主要是指側面標識和正面標識。其中,側面標識主要包括以下5個要素。?文件夾編號;?文件夾名稱;?文件夾內文件內容簡述;?文件夾管理部門;?文件夾管理責任人。正面標識在以下情況下使用。?側面無法標識時,可將其內容標識在正面;?有必要進行正面標識時。文件夾外部標識的要素要清楚地列出來,以便隨時查找和存放,如圖所示。2.扉頁和索引標識在文件夾的扉頁標明該文件夾中的文件種類,以便分類查找。3.內部分頁紙在同一文件夾中用分頁紙將不同的文件(資料)分開,以便查找和整理。4.文件夾標識的注意事項標識文件夾時,應注意以下事項。?無論文件的厚薄,文件夾標識的長度、寬度都應保持一致;...
2025-06-29 -
 佛山6s現場標準化
佛山6s現場標準化如何提高員工參與現場標準化管理的積極性 一、明確員工角色首先,企業需要明確員工在現場標準化管理中的角色和責任,讓員工了解自己在管理體系中的重要性和作用。通過明確的角色定位,員工能夠更好地理解自己在工作中的目標和期望,從而更好地參與到現場標準化管理中。 二、強化培訓和教育為了提高員工參與現場標準化管理的積極性,企業需要加強培訓和教育,提高員工對標準化管理的認識和理解。通過培訓,員工能夠掌握標準化操作和管理技能,了解標準化管理的重要性和益處,從而更加積極地參與到管理中。 三、獎勵與認可制度企業可以建立獎勵和認可制度,對在現場標準化管理中表現的員工給予適當的獎勵和認可。這種獎勵...
2025-06-29 -
河源現場標準化
6S活動是精益管理的基礎;是TPM的前提是TQM的第一步;是通向ISO9000的捷徑;是JIT和IE落實的先決條件;6S對其它管理活動有著促進作用;可以營造整體氛圍;體現效果,增強信心;6S為相關活動打下基礎。 整理(SEIRI)要與不要,一棄一留 整頓(SEITON)科學布局,取用快捷 清掃(SEISO)清掃垃圾,美化環境 清潔(SEIKETSU)潔凈環境,貫徹到底 素養(SHITSUKE)形成制度,養成習慣 安全(SAFTY)規范生產,安全第一 7S:節約(Save)8S:學習(Study)9S:服務(Service)10S:滿意(Satis...
2025-06-29 -
臺州現場標準化供應
制定標準:首先,需要制定適用于特定領域或行業的標準。這涉及收集和分析相關數據、研究最佳實踐、借鑒國際標準等。制定標準的過程需要考慮各種因素,如安全性、質量、環境影響等,并確保標準具有可操作性和可測量性。實施標準:一旦標準制定完成,接下來是將其實施到組織或行業中。這包括向相關人員傳達標準的內容和目標,提供培訓和指導,確保他們理解和遵守標準要求。實施標準還可能涉及制定相應的流程、程序和控制措施,以確保標準的有效執行。監督和改進:標準化實施的一個步驟是監督和改進。這包括定期進行內部審核和評估,以確保標準的合規性和有效性。通過監測和測量關鍵績效指標,可以識別潛在的問題和改進機會,并采取相應的糾正措施。...
-
 5s現場標準化案例
5s現場標準化案例現場標準化管理是一種高效、可持續的管理方法,與其他傳統的管理方法相比,它有許多的區別。主要區別在于其標準化、預防性、高效性和可持續性。通過制定和實施標準化的工作流程和操作規程,現場標準化管理能夠確保工作的規范性和統一性;通過預防性的維護和保養,企業能夠降低生產成本、提高生產效率;通過優化資源配置和提高設備利用率,現場標準化管理實現了高效的生產流程;現場標準化管理注重持續改進、創新和對環境因素的關注,使企業能夠適應市場變化和社會責任要求,實現長期穩定的發展。在當今競爭激烈的市場環境中,現場標準化管理的優勢日益凸顯,越來越多的企業開始采用這一先進的管理方法,以提高工作效率、降低成本、增強競爭力并履...
2025-06-29 -
 陽江大掃除現場標準化
陽江大掃除現場標準化環的標準化 預期目標:(環境)環境優美、安全有序、全員創造、盡善盡美。 實現路徑:標準化作戰方案:通過洗澡/紅牌/尋寶等運動,全員挖掘問題;重大環境因素攻克:針對影響環境因素關鍵難點問題專案突破;安全警示目視化:創安全環境、提高安全意識,預防安全事故;沉淀標準化制度:《6S管理方案》等機制固化,鞏固實踐成果;建立提案改善機制:激發全員智慧,群策群力,共同追求進步;設立監督檢查機制:成立標準化委員會等檢查機制,持續改進! 固化機制:《洗澡運動活動方案》《紅牌作戰活動方案》(304個紅牌問題改善閉環》《尋寶運動活動方案》15項《專案處理方案》《6S管理規定》 6S之紅牌作戰是包含...
2025-06-28 -
南平油漆作戰現場標準化
項目推動的是“人” ——從項目旁觀者到項目主導者的轉變 項目推動就是在構建項目組與員工目標共同體的過程中,實現組織與人的雙向提升。而其中最重要的就是人,激發人的主觀能動性,從項目的旁觀者轉變為項目的主導。 顧問團隊根據診斷情況,及客戶訴求,加以專業分析,運用項目管理哲學,制定項目改善邏輯路徑,每項改善技術路線都有精細化、專業化實施方案做支撐。 項目啟動后,顧問老師會制定詳細的月計劃、雙周計劃、日計劃與公司項目組和管理層答成統一并執行,確保項目保質保量推進! 如何實施現場標準化管理?南平油漆作戰現場標準化 現代6S演變歷程 6S起源于日本,是指在生產現場對人員、機器...
-
泉州洗澡運動現場標準化
預期目標:(環境)環境優美、安全有序、全員創造、盡善盡美。 實現路徑:標準化作戰方案:通過洗澡/紅牌/尋寶等運動,全員挖掘問題;重大環境因素攻克:針對影響環境因素關鍵難點問題專案突破;安全警示目視化:創安全環境、提高安全意識,預防安全事故;沉淀標準化制度:《6S管理方案》等機制固化,鞏固實踐成果;建立提案改善機制:激發全員智慧,群策群力,共同追求進步;設立監督檢查機制:成立標準化委員會等檢查機制,持續改進! 固化機制:《洗澡運動活動方案》《紅牌作戰活動方案》(304個紅牌問題改善閉環》《尋寶運動活動方案》15項《專案處理方案》《6S管理規定》 如何通過案例學習了解現場標準化管理...
2025-06-28 -
惠州形跡管理現場標準化
現代6S演變歷程 6S起源于日本,是指在生產現場對人員、機器、材料、方法、信息等生產要素進行有效管理。整理(Seiri)、整頓(Seiton)、清掃(Seiso)、清潔(seiketsu)、素養(Shitsuke)安全(Security)是日語外來詞,在羅馬文拼寫中,首字母都為S,所以日本人稱之為6S。 多年前流行于日本的家庭管理方式,針對物與地的整理整頓。 1955年盛行“安全始于整理整頓,終于整理整頓”,提出“2S”。 1986年,首本6S改善專著問世,日本全國掀起5S熱潮。 以豐田公司為力量的一大批倡導企業的推進使之活性化。 巨大的改善促進作用逐漸...
2025-06-28 -
惠州現場標準化
現場標準化主要包括以下內容: 1.整理、整頓、清掃、安全:這是現場管理的基礎,如果不進行標準化,員工就只能按自己的理解去做,實施的程度就會很有限。要徹底進行整理、整頓、清掃、安全工作,就必須重視作業的標準化,以維持整理、整頓、清掃、安全工作必要的實施水準,避免由于作業方法不正確而導致實施水準不高、工作效率過低和可能引起的對設備及人身造成的安全事故。 2.制定工作標準:要盡量做到數字化,與績效考核結合起來,并注意可操作性。當生產現場出現問題時,通過分析問題,找出問題發生的原因,確定解決問題的方法后,必須對原有的工作程序加以檢查,將原有的工作標準進行修訂或制定新的工作標準,這有利于...
-
珠海現場標準化內容
大掃除的開展主要包括以下步驟:1.**明確清掃區域和目標**:首先需要確定需要清掃的區域,這包括整個工作場所,如生產線、倉庫、辦公室等所有區域。目標就是要將所有區域清掃得干凈整潔,符合5S的標準。2.**準備清掃工具和材料**:根據需要清掃的區域和目標,準備必要的清掃工具和材料,如掃把、拖把、清潔劑、垃圾桶等。3.**實施清掃**:按照一定的順序和步驟,對每個區域進行仔細清掃,包括地面、墻面、設備、窗戶等。確保所有地方都得到清潔,無污漬、無灰塵。4.**檢查和反饋**:在清掃結束后,進行一次檢查,查看是否有遺漏或未清潔的地方。如果有問題,及時反饋并重新清掃。5.**定期維護**:大掃除不是一次...
2025-06-28 -
佛山油漆作戰現場標準化
5S之油漆作戰是指在5S生產管理活動中,通過涂漆來維護和翻新設施的方法。以下是油漆作戰在5S中的具體應用:1.**清掃階段**:在5S的清掃階段,除了進行徹底的清掃,還要解決一些設施的破損、設備銹跡斑斑、地面墻面油漆脫落等問題。這些問題光通過清掃是無法解決的,需要通過涂漆等措施來進行翻新和維護。2.**整頓階段**:在整頓階段,可以選定需要進行涂漆的區域和設備,并進行記錄。同時,要制定涂漆的標準,如顏色、厚度和干燥時間等。3.**清潔階段**:在清潔階段,可以根據制定的涂漆標準,對設施進行涂漆。在這一過程中,要注意確保工作區域的安全,并佩戴適當的防護裝備。4.**標準化階段**:在標準化階段,...
-
 溫州早會現場標準化
溫州早會現場標準化海爾CEO張瑞敏經常對員工講的一句話是:什么叫做不簡單?能夠把簡單的事情天天做好就是不簡單。什么叫做不容易?大家公認的非常容易的事情,非常認真地做好它,就是不容易!6S管理技術是一門門檻不高的現場管理技術,很容易掌握(實際也有技術要求。一個不懂工藝流程,邏輯不清的人,指導生產現場搞6S,只能是花架子。這一點,我想很多企業有體會)。但是6S又是一門難以堅持的管理技術。很多工廠的6S只停留在非常膚淺的層面,對他們來說,6S只不過是搞搞標識、畫畫線,出出看板、掃掃地而已;6S、TPM負責人退化為清掃隊隊長(很多企業的6S、TPM成員都是一些不能勝任其他工作的人,這樣的人當然只能成為清掃隊隊員。這就像...
-
 衢州現場標準化
衢州現場標準化行跡管理是一種有效的管理方法,可以幫助減少查找物品的時間。通過行跡管理,將物品按照其形狀和特點進行定位,并在其放置位置進行標識。這樣,每當需要查找某個物品時,只需查看行跡圖或者行跡標識,就可以迅速找到物品的位置,減少了查找時間。此外,行跡管理還可以提高工作效率。通過將物品進行規范化的管理,員工可以更快地找到所需的物品,減少了在尋找物品上花費的時間,從而提高了工作效率。同時,行跡管理還能夠提升企業形象,使工作場所更加整潔有序,展現出企業高效、專業的形象。總的來說,行跡管理通過規范化的標識和定位方法,有效減少了查找物品的時間,提高了工作效率和企業的形象。目視化是個什么概念?衢州現場標準化制定標準:...
-
清遠現場標準化案例
預期目標:(環境)環境優美、安全有序、全員創造、盡善盡美。 實現路徑:標準化作戰方案:通過洗澡/紅牌/尋寶等運動,全員挖掘問題;重大環境因素攻克:針對影響環境因素關鍵難點問題專案突破;安全警示目視化:創安全環境、提高安全意識,預防安全事故;沉淀標準化制度:《6S管理方案》等機制固化,鞏固實踐成果;建立提案改善機制:激發全員智慧,群策群力,共同追求進步;設立監督檢查機制:成立標準化委員會等檢查機制,持續改進! 固化機制:《洗澡運動活動方案》《紅牌作戰活動方案》(304個紅牌問題改善閉環》《尋寶運動活動方案》15項《專案處理方案》《6S管理規定》 6S之紅牌作戰是包含什么內容?清遠...
-
陽江8s現場標準化
現代6S演變歷程 6S起源于日本,是指在生產現場對人員、機器、材料、方法、信息等生產要素進行有效管理。整理(Seiri)、整頓(Seiton)、清掃(Seiso)、清潔(seiketsu)、素養(Shitsuke)安全(Security)是日語外來詞,在羅馬文拼寫中,首字母都為S,所以日本人稱之為6S。 多年前流行于日本的家庭管理方式,針對物與地的整理整頓。 1955年盛行“安全始于整理整頓,終于整理整頓”,提出“2S”。 1986年,首本6S改善專著問世,日本全國掀起5S熱潮。 以豐田公司為力量的一大批倡導企業的推進使之活性化。 巨大的改善促進作用逐漸...
2025-06-28 -
6s現場標準化案例
紅牌作戰實施標準 任何不滿足“3定、3要素”要求(“3定”是指:定物、定位、定量,“3要素”是指:場所、方法、標識); 工作場內所有的不要物; 需要改善的事、地、物;超出期限的制度、文件(如:過期的標語、通告;變更的文件、資料); 物品變質者(含損壞物); 多余/停用設備/工具/備件; 設備狀況/設備保養/設備操作/設備標識; 不規范/未標識的物料、呆滯品/不良品/不明物品; 物品混雜者(合格品與不合格品、規格或狀態混雜); 不使用的東西(不用又舍不得丟的物品); 過多/過剩/過量的東西(雖要使用但過多); 閑置/無價值/不...
-
目視化現場標準化
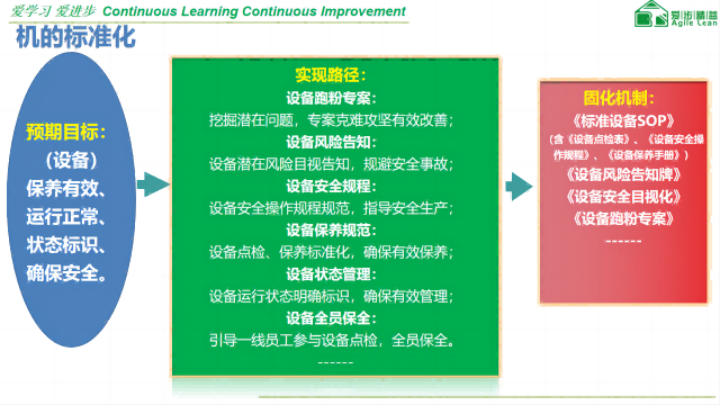
預期目標:(設備)保養有效、運行正常、狀態標識、確保安全。 實現路徑:設備跑粉專案:挖掘潛在問題,專案克難攻堅有效改善;設備風險告知:設備潛在風險目視告知,規避安全事故;設備安全規程:設備安全操作規程規范,指導安全生產;設備保養規范:設備點檢、保養標準化,確保有效保養;設備狀態管理:設備運行狀態明確標識,確保有效管理;設備全員保全:引導員工參與設備點檢,全員保全。 固化機制:編制37份《標準設備SOP》(含《設備點檢表》、《設備安全操作規程》、《設備保養手冊》)《設備風險告知牌》《設備安全目視化》《設備跑粉專案》 如何實施現場標準化管理?目視化現場標準化 現場標準化服...
2025-06-27 -
 三明5s現場標準化
三明5s現場標準化現場標準化管理是一種高效、可持續的管理方法,與其他傳統的管理方法相比,它有許多的區別。主要區別在于其標準化、預防性、高效性和可持續性。通過制定和實施標準化的工作流程和操作規程,現場標準化管理能夠確保工作的規范性和統一性;通過預防性的維護和保養,企業能夠降低生產成本、提高生產效率;通過優化資源配置和提高設備利用率,現場標準化管理實現了高效的生產流程;現場標準化管理注重持續改進、創新和對環境因素的關注,使企業能夠適應市場變化和社會責任要求,實現長期穩定的發展。在當今競爭激烈的市場環境中,現場標準化管理的優勢日益凸顯,越來越多的企業開始采用這一先進的管理方法,以提高工作效率、降低成本、增強競爭力并履...
2025-06-27 -
珠海尋寶活動現場標準化
6S活動是精益管理的基礎;是TPM的前提是TQM的第一步;是通向ISO9000的捷徑;是JIT和IE落實的先決條件;6S對其它管理活動有著促進作用;可以營造整體氛圍;體現效果,增強信心;6S為相關活動打下基礎。 整理(SEIRI)要與不要,一棄一留 整頓(SEITON)科學布局,取用快捷 清掃(SEISO)清掃垃圾,美化環境 清潔(SEIKETSU)潔凈環境,貫徹到底 素養(SHITSUKE)形成制度,養成習慣 安全(SAFTY)規范生產,安全第一 7S:節約(Save)8S:學習(Study)9S:服務(Service)10S:滿意(Satis...
-
廣州現場標準化是什么
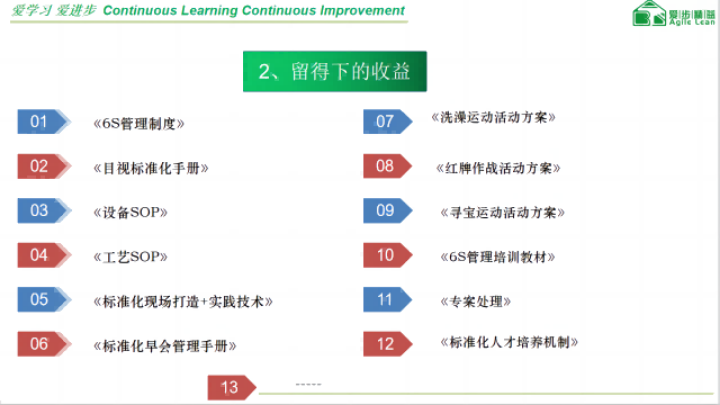
看得到的收益 1.廠區人流/物流/車流更有序。2.企業的整體形象大幅度提升。3.員工精神面貌得到明顯改善。4.現場目視化管理更專業規范。5.設備保養更有效故障率降低。6.安全目視更規范事故率降低。 留得下的收益 1.《6S管理制度》2.《目視標準化手冊》3. 37份《設備SOP》4. 16份《工藝SOP》 5.《標準化現場打造方法論+實踐技術》6.《標準化早會管理手冊》 7.《洗澡運動活動方案》 8.《紅牌作戰活動方案》 9.《尋寶運動活動方案》 10.《8S管理培訓教材》 11.《專案處理方法論》 12.《標準化人才培養機制》 13.《項目總結報告》 油漆作戰如何有效開展?...
-
大掃除現場標準化案例
目視化的具體推動方法包括:制作看板:在車間、辦公室等場所設置看板,展示生產進度、質量數據、安全規定等信息。標識物品:將物品按類別進行標識,例如物料、工具、設備等,方便員工快速找到所需物品。顏色管理:利用不同顏色來標識不同的狀態或類別,例如紅色表示不合格品、綠色表示合格品等。制作圖表:制作各種圖表來展示數據和趨勢,例如生產統計表、質量分析圖等。設置提醒裝置:例如設置提示器或鬧鐘來提醒員工某項工作即將完成或需要進行某個動作。建立示范區域:設立標準的示范區域,展示正確的工作流程和方法,幫助員工更好地理解如何執行任務。照片墻:將重要的圖像或圖片貼在墻上,幫助員工更好地理解和記住相關的信息和事件。設置宣...
2025-06-27