-
 山東直銷雙立柱/三立柱機臺維修
山東直銷雙立柱/三立柱機臺維修利迅達機臺所強調的“已集成機器人、夾具、砂帶機、上料臺等”,這并非簡單的部件拼湊,而是一個經過深度優化和協同設計的完整系統。在這個系統中,每一部分都扮演著至關重要的角色,并與其他部分緊密配合。工業機器人是整個系統的大腦和手臂,通常選用如ABB260...
2025-12-09 -
中山直銷雙立柱/三立柱機臺檢修
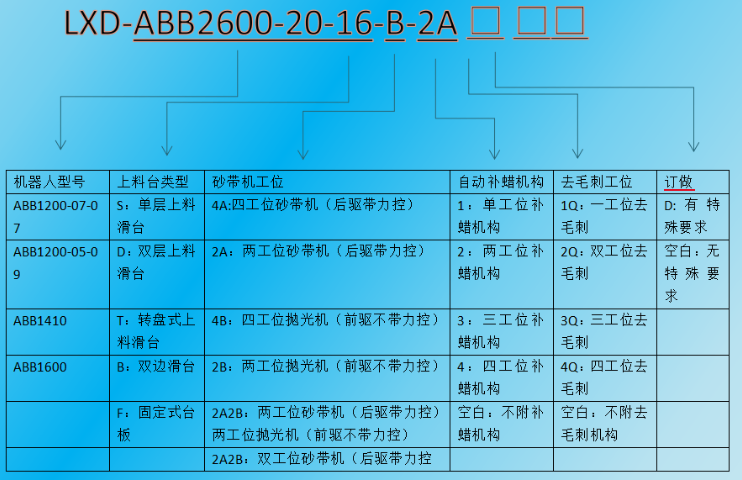
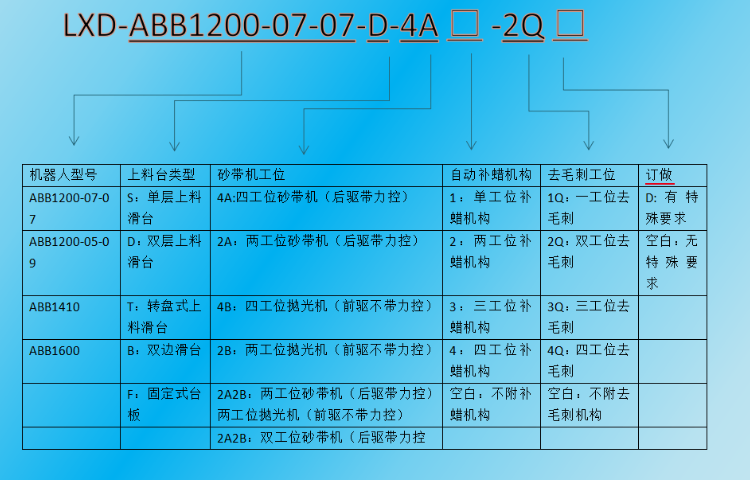
型號中**后的“□”選項,標注為“訂做”,當填入“D”時,表示用戶“有特殊要求”。這體現了利迅達機器人不僅提供標準產品,更具備強大的個性化定制能力,能夠滿足客戶多樣化的、非標的生產需求。制造業的實際情況千差萬別,標準機型可能無法完全覆蓋所有特殊場景...
2025-12-09 -
 廣州小型打磨去毛刺設備
廣州小型打磨去毛刺設備砂帶機工位是打磨中心,利迅達提供多種配置。四工位砂帶機(4A)帶后驅和力控,適合高精度需求,減少工件損傷。兩工位砂帶機(2A)經濟實用,適用于小批量生產。拋光機工位(4B或2B)前驅不帶力控,側重效率,用于表面光潔度要求不高的場景。組合如2A2B實...
2025-12-09 -
 玉林雙工位砂帶機打磨設備售后服務
玉林雙工位砂帶機打磨設備售后服務機器人型號選擇的策略性考量因素在為本設備選配機器人型號時,需要進行策略性的綜合考量,以確保所選機器人能與具體的生產需求達到**佳匹配。設備支持選配多種ABB機器人型號,例如:ABB1200-07-0(負載7公斤,工作范圍),它適合處理小型、輕質的工...
2025-12-09 -
 山東工業小型打磨去毛刺設備銷售廠家
山東工業小型打磨去毛刺設備銷售廠家技術集成是小型打磨去毛刺設備的核心競爭力。利迅達設備結合機器人學、傳感器和AI,實現智能控制。例如,力控反饋允許實時調整打磨參數,適應工件變異。視覺系統識別工件位置和缺陷,提升精度。軟件平臺支持離線編程和仿真,減少現場調試時間。這些技術確保設備在高...
2025-12-08 -
 河北定做小型打磨去毛刺設備維修
河北定做小型打磨去毛刺設備維修人因工程學在自動化界面設計中的體現利迅達新一代操作界面基于認知心理學原理開發,將專業參數轉化為可視化圖表。三維加工路徑模擬功能允許操作者直觀檢查機器人運動軌跡,碰撞檢測算法能提前預警干涉風險。語音交互系統的引入使工人能在雙手油污時通過語音指令調取程...
2025-12-08 -
 廣東一體化雙工位砂帶機打磨設備銷售廠家
廣東一體化雙工位砂帶機打磨設備銷售廠家生產效率量化提升的具體體現與數據支撐雙工位的并行工作設計是設備提升生產效率的**架構之一。這種設計允許在一個工位進行自動打磨作業的同時,另一個工位可以同步進行工件的裝卸操作,從而幾乎完全消除了傳統單工位設備在上下料過程中所產生的等待時間,實現了近乎...
2025-12-08 -
 茂名直銷雙工位砂帶機打磨設備
茂名直銷雙工位砂帶機打磨設備系統化維護保養體系的構建與執行為了確保雙工位砂帶機打磨設備在其整個生命周期內始終保持高精度、高可靠性的運行,構建并嚴格執行一套系統化的預防性維護保養體系至關重要。該體系通常分為日常、每周、每月、每半年和年度等多個層級。日常維護(由設備操作者執行)主...
2025-12-08 -
 珠海自動化雙工位砂帶機打磨設備維保
珠海自動化雙工位砂帶機打磨設備維保體系化操作培訓的**內容與價值為了讓用戶能夠安全、**、高效地操作和維護該復雜設備,利迅達提供了一套體系化、多層次的操作培訓方案。培訓內容通常涵蓋以下幾個**模塊:首先是安全培訓,這是所有培訓的基礎,會詳細講解設備的所有安全風險點、防護裝置的工作原...
2025-12-08 -
 自動化雙工位砂帶機打磨設備保養
自動化雙工位砂帶機打磨設備保養雙工位砂帶機打磨設備是廣東利迅達機器人系統股份有限公司的中心產品之一,專為工業自動化打磨設計。設備整體尺寸為、、,集成了機器人、夾具、砂帶機和上料臺,形成一個高效的工作單元。機器人采用ABBIRB2600型號,負載能力達20公斤,適用于**度作業。...
2025-12-08 -
深圳一體化雙工位砂帶機打磨設備檢查
砂帶機工作原理與性能參數砂帶機作為設備的**加工單元,采用后驅動力傳輸設計,每個工位**配備4千瓦三相異步電機,通過高性能變頻器實現精確的轉速控制。電機輸出軸經過精密減速機構后驅動主軸旋轉,轉速調節范圍300-2500轉/分鐘,用戶可根據工件材質、...
2025-12-08 -
 肇慶一體化雙立柱/三立柱機臺系列
肇慶一體化雙立柱/三立柱機臺系列小五金件以其種類繁多、尺寸小巧、批量巨大為特點,其自動化打磨一直是行業難點。利迅達雙立柱/三立柱機臺為此提供了專項解決方案。首先,在夾具設計上,針對小五金件通常采用“陣列式”或“板式”夾具,即一個夾具底座上可以同時裝夾幾十個甚至上百個相同的小零件,...
2025-12-07 -
佛山一體化雙立柱/三立柱機臺系列
銅三通高效自動化打磨的挑戰與對策銅三通作為管道連接件,其自動化打磨面臨著幾何形狀復雜、材質柔軟易劃傷等多重挑戰。利迅達機臺針對這些挑戰制定了有效的應對策略。銅三通的三個通道接口及其內部交匯區域是打磨的重點和難點,傳統工具難以觸及。利迅達的解決方案是...
2025-12-07 -
 北海定做雙立柱/三立柱機臺生產廠家
北海定做雙立柱/三立柱機臺生產廠家針對不同材質(鋼、銅、鋁)的工藝參數調整策略利迅達機臺在處理不同材質的工件時,需要相應地調整工藝參數,主要是磨削壓力、砂帶粒度、線速度和加工模式(干濕)。對于鋼材(如碳鋼、不銹鋼),其硬度高、強度大。在粗磨階段,可以采用較高的壓力(如100-150...
2025-12-07 -
江門直銷雙立柱/三立柱機臺維修
自動化打磨單元與工廠MES系統的數據集成前景隨著智能制造的發展,利迅達機臺不**是一個孤立的加工單元,其與工廠制造執行系統(MES)的數據集成前景廣闊,能帶來巨大的管理效益。通過加裝必要的傳感器和通信接口(如PLC、工業網關),機臺可以向上層MES...
2025-12-07 -
 山東雙工位砂帶機打磨設備廠家報價
山東雙工位砂帶機打磨設備廠家報價數據追溯系統的***功能與實施價值設備集成的數據追溯系統是一個功能***且強大的制造執行系統(MES)組成部分。它能夠實時、自動地記錄每一次加工任務的詳細數據,這些數據通常包括:加工開始與結束的時間戳、執行該任務的操作員身份信息、所使用的具體工藝參...
2025-12-07 -
山東自動化雙工位砂帶機打磨設備檢修
設備環保特性與綠色制造理念的踐行該設備在設計、制造和運行全周期中,都深度融入了綠色制造的理念,具體體現在多個方面:在能源消耗方面,采用高能效等級的IE4電機,配合矢量控制變頻技術,使得電機始終工作在高效區間,相比傳統定速電機可節能15%-20%。變...
2025-12-07 -
河北自動化雙工位砂帶機打磨設備產品介紹
自動補蠟機構選型的精細化考量自動補蠟機構并非設備的必選項,但其對于提升拋光工藝的質量和穩定性至關重要,因此在選型時需要根據具體的工藝需求進行精細化考量。該機構根據其所能覆蓋的工位數量,提供了從單工位到四工位的多種配置(對應代碼1至4)。單工位補蠟機...
2025-12-07 -
 遼寧工業雙工位砂帶機打磨設備生產廠家
遼寧工業雙工位砂帶機打磨設備生產廠家砂帶機工作原理與性能參數砂帶機作為設備的**加工單元,采用后驅動力傳輸設計,每個工位**配備4千瓦三相異步電機,通過高性能變頻器實現精確的轉速控制。電機輸出軸經過精密減速機構后驅動主軸旋轉,轉速調節范圍300-2500轉/分鐘,用戶可根據工件材質、...
2025-12-07 -
 江門自動化雙工位砂帶機打磨設備降價
江門自動化雙工位砂帶機打磨設備降價操作安全性的提升雙工位砂帶機打磨設備通過自動化設計***提升了操作安全性。傳統手動打磨存在高風險,如砂帶斷裂或工件飛濺,而該設備集成機器人和封閉式結構,減少了人工直接接觸。例如,機器人執行打磨任務時,操作員可在安全距離外監控,避免受傷。設備還配備緊...
2025-12-07 -
 山東雙工位砂帶機打磨設備保養
山東雙工位砂帶機打磨設備保養數據追溯系統的***功能與實施價值設備集成的數據追溯系統是一個功能***且強大的制造執行系統(MES)組成部分。它能夠實時、自動地記錄每一次加工任務的詳細數據,這些數據通常包括:加工開始與結束的時間戳、執行該任務的操作員身份信息、所使用的具體工藝參...
2025-12-07 -
茂名直銷雙工位砂帶機打磨設備生產廠家
與國內外主要競爭對手的差異化優勢分析在激烈的市場競爭中,利迅達雙工位砂帶機打磨設備通過構建一系列清晰的差異化優勢,確立了其市場地位。與國內一些競爭對手相比,利迅達的優勢在于其技術的全面性和深度。例如,在**的力控系統上,其控制精度遠高于國內同行普遍...
2025-12-07 -
 惠州通用小型打磨去毛刺設備設備價錢
惠州通用小型打磨去毛刺設備設備價錢砂帶機工位是打磨中心,利迅達提供多種配置。四工位砂帶機(4A)帶后驅和力控,適合高精度需求,減少工件損傷。兩工位砂帶機(2A)經濟實用,適用于小批量生產。拋光機工位(4B或2B)前驅不帶力控,側重效率,用于表面光潔度要求不高的場景。組合如2A2B實...
2025-12-07 -
柳州直銷雙立柱/三立柱機臺方案
自動化打磨單元與工廠MES系統的數據集成前景隨著智能制造的發展,利迅達機臺不**是一個孤立的加工單元,其與工廠制造執行系統(MES)的數據集成前景廣闊,能帶來巨大的管理效益。通過加裝必要的傳感器和通信接口(如PLC、工業網關),機臺可以向上層MES...
2025-12-07 -
 清遠直銷雙立柱/三立柱機臺廠家報價
清遠直銷雙立柱/三立柱機臺廠家報價利迅達機臺在構建柔性制造系統(FMS)中的潛力在現代制造業向小批量、多品種方向發展的趨勢下,柔性制造系統(FMS)成為企業提升市場響應能力的關鍵。利迅達的雙立柱/三立柱機臺,憑借其內在的可編程性和可配置性,展現出融入FMS的巨大潛力。其柔性首先體現...
2025-12-07 -
廣西通用雙工位砂帶機打磨設備設備價錢
砂帶長度的選擇理由砂帶長度設為,旨在平衡效率與耐用性。較長的砂帶提供了更大的工作面積,減少了更換頻率,從而提升生產效率。例如,在連續生產中,,降低了停機時間。同時,該長度適配設備工位尺寸,確保砂帶在高速旋轉時保持穩定,避免抖動或偏移。材料上,砂帶采...
2025-12-07 -
 江門通用雙立柱/三立柱機臺供應商
江門通用雙立柱/三立柱機臺供應商力控技術在表面處理工藝中的演進與利迅達的應用力控技術在機器人表面處理領域的發展,經歷了從“位置控制”到“被動順應”再到“主動力控”的演進過程,而利迅達應用的“0-200N恒定氣動力控”屬于先進的主動力控范疇。早期的位置控制模式下,機器人嚴格按預定軌...
2025-12-07 -
珠海工業雙工位砂帶機打磨設備系列
產品型號選型體系的科學性與指導意義產品型號LXD-ABB2600-20-16-B-2A□□采用了一套嚴謹、科學的結構化編碼體系,每一個字段都承載著特定的配置信息,共同定義了設備的具體規格和功能。“LXD”是利迅達公司的品牌標識;“ABB2600”指...
2025-12-07 -
珠海通用雙工位砂帶機打磨設備服務熱線
操作安全性的提升雙工位砂帶機打磨設備通過自動化設計***提升了操作安全性。傳統手動打磨存在高風險,如砂帶斷裂或工件飛濺,而該設備集成機器人和封閉式結構,減少了人工直接接觸。例如,機器人執行打磨任務時,操作員可在安全距離外監控,避免受傷。設備還配備緊...
2025-12-06 -
 清遠一體化雙立柱/三立柱機臺檢查
清遠一體化雙立柱/三立柱機臺檢查“集成化”相對于傳統分離式設備的競爭優勢利迅達機臺的“高度集成化”設計,相較于傳統的由用戶自行采購機器人、打磨機、導軌、夾具等部件再進行組裝調試的模式,具有壓倒性的競爭優勢。首先,它帶來了極高的可靠性。所有組件在出廠前已經過嚴格的匹配性測試和聯合調...
2025-12-06