深圳直銷雙工位砂帶機打磨設備設備價錢
***操作安全性的設計與保障措施該設備在設計階段就嚴格遵循了國家和國際的機械安全標準(如GB/T15706、ISO13849等),集成了多層次、多維度的安全保護措施,旨在為操作人員創造一個***安全的工作環境。首先,設備的主體工作區域被一個全封閉的防護罩所包圍,該防護罩通常采用高強度鋼材作為框架,并搭配高抗沖擊性的透明材料(如聚碳酸酯板)作為觀察窗,既保證了整體的結構強度,又確保了操作人員能夠清晰地觀察內部的運行狀態。所有的防護門或可開啟的防護罩面板上都安裝了安全聯鎖裝置,這些裝置與設備的控制系統直接關聯,一旦任何一扇門在設備運行期間被意外打開,系統會立即觸發緊急停機程序,所有運動部件(機器人、砂帶機等)將瞬間停止動作。在設備四周易于觸及的位置,分布著多個醒目的緊急停止按鈕,無論在何種緊急情況下,操作人員都能就近快速按下,使設備立即進入安全狀態。力控系統內部也設置了過載保護功能,當系統檢測到異常高的阻力(可能意味著發生碰撞或卡滯)時,會立即停止機器人的運動并發出警報。此外,設備還標準配置了集中的粉塵收集接口,可以方便地連接至工廠的中央除塵系統,及時吸走打磨過程中產生的有害粉塵,保持工作環境的清潔。 模塊化接口設計使功能拓展如自動檢測等易于實現。深圳直銷雙工位砂帶機打磨設備設備價錢

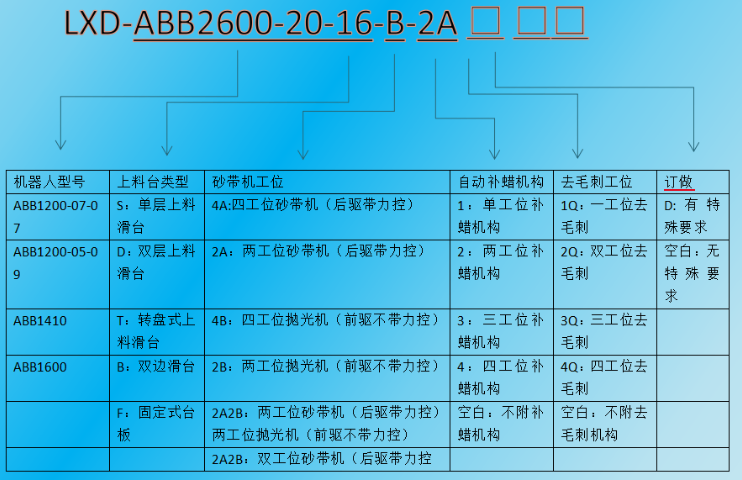
自動補蠟機構選型的精細化考量自動補蠟機構并非設備的必選項,但其對于提升拋光工藝的質量和穩定性至關重要,因此在選型時需要根據具體的工藝需求進行精細化考量。該機構根據其所能覆蓋的工位數量,提供了從單工位到四工位的多種配置(對應代碼1至4)。單工位補蠟機構(代碼1)結構相對簡單,成本**低,它只為設備中的一個特定工位提供送蠟功能,適用于那些*有一個工位需要執行拋光任務,或者拋光工序在整個生產流程中占比不高的場景。兩工位補蠟機構(代碼2)則可以同時為兩個工位服務,它可能是一個**蠟箱通過分流閥為兩個工位供蠟,也可能是兩套相對**的系統,這種配置平衡了功能與成本,是多數既有打磨又有拋光需求用戶的常見選擇。三工位(代碼3)和四工位(代碼4)配置則面向高需求的用戶,它們能夠確保設備的所有工位都具備自動拋光能力,適用于以拋光為主要工藝或產品表面要求極高的生產線。在選擇時,用戶需要明確回答幾個關鍵問題:生產中有多少比例的工件或工序需要進行拋光?拋光工藝對**終產品質量的影響程度有多大?預期的生產節拍是否要求多個工位并行拋光?自動補蠟機構與設備主控系統完全集成,可以實現基于程序的精確控制,例如在拋光工序開始時自動啟動。 南寧一體化雙工位砂帶機打磨設備檢查拋光模式下配合送蠟,可實現不銹鋼等材料鏡面效果。

從打磨到拋光的功能無縫轉換機制該設備的一個***優勢在于其能夠通過簡單的參數調整和功能模塊的啟用,實現從材料去除型的打磨功能到表面光整型的拋光功能之間的無縫轉換。這種多功能性極大地提升了設備的利用率和適用范圍。在純粹的“打磨模式”下,設備通常會以較高的主軸轉速(如1500-2500轉/分鐘)和相對較大的接觸壓力(如80-220牛)運行,其主要工藝目標是快速去除材料、消除工件表面的宏觀缺陷,如機加工刀痕、焊接飛濺、氧化皮、毛刺等。當需要轉換為“拋光模式”時,操作人員只需在控制界面上選擇相應的工藝配方,系統便會自動將主軸轉速調整至較低的范圍內(如300-800轉/分鐘),同時將接觸壓力減小至一個較為輕柔的水平(如10-50牛),并同步啟動之前所述的自動送蠟機構,開始按設定參數向加工區域輸送拋光蠟。這種模式切換完全是基于軟件和參數的變化,無需進行任何機械部件的更換或復雜的硬件調整,整個過程可以在數十秒內完成。這種強大的功能轉換能力,使得企業能夠使用單臺設備就完成一個工件從粗到精的整個表面處理流程,實現了“一臺設備,多種用途”。
投資回報率的精確計算模型與案例分析對設備進行精確的投資回報率(ROI)分析,是企業進行采購決策的關鍵環節。一個典型的計算模型需要***考慮成本與收益。成本側主要包括:一次性投入的設備購置費、運輸安裝費、以及可能的廠房改造費用。收益側則包括:因替代人工而節省的直接人工成本(計算時需考慮工資、社保、福利及管理成本)、因效率提升帶來的產能增加所產生的邊際利潤、因質量提升(廢品率和返工率降低)而節約的成本、以及因設備節能特性而降低的能耗費用。運行成本也需要計入,如日常的耗材(砂帶、拋光蠟)費用、預防性維護費用和設備折舊。以一個具體的案例進行簡化說明:假設一臺標準雙工位設備總投入為60萬元人民幣。它替代了4名打磨工人,每年節省人工成本約24萬元(按每人綜合成本6萬元/年計)。效率提升使日均產量增加,年化新增邊際利潤約15萬元。質量提升減少廢品和返工,年節省約8萬元。每年耗材和維護成本約5萬元。設備折舊按10年直線法計算,年折舊6萬元。那么,年化凈收益約為(24+15+8)-5-6=36萬元。據此計算,投資回收期約為60/36≈,即約20個月。這是一個非常具有吸引力的投資回報。值得注意的是。 去毛刺工位提供多工位選項,實現邊角與孔位精細處理。
面向未來的技術升級路徑與規劃利迅達為設備規劃了清晰且前瞻性的技術升級路徑,以確保其能夠持續跟上工業。在感知層面,未來的升級重點包括集成3D機器視覺系統。這套系統不僅可用于工件的自動識別與粗定位,更能用于加工前的缺陷檢測(自動識別需要重點打磨的區域)和加工后的在線質量檢測(如測量表面粗糙度、檢測是否有漏打磨區域)。在決策與控制層面,將逐步引入人工智能(AI)技術。通過對海量加工數據的學習,AI算法可以自主優化工藝參數,實現自適應加工,甚至能夠預測刀具(砂帶)的剩余壽命,實現預測性維護。數字孿生技術是另一個重要方向,即為物理設備創建一個完全同步的虛擬模型,用戶可以在虛擬空間中進行新產品的編程、調試和工藝驗證,極大縮短新產品導入時間,并避免在實體設備上試錯的風險。在連接與集成層面,設備將強化對5G、工業互聯網平臺的支持,實現更低延時、更可靠的遠程監控、診斷與控制,支持構建“無人化黑燈工廠”。這些升級路徑大多基于模塊化的設計,用戶可以根據自身發展的需要,分階段、選擇性地進行升級,而無需更換整機,這有效保護了用戶的初始投資,確保了設備技術生命周期的比較大化。 設備運行噪音低、振動小,符合綠色制造與環保要求。深圳直銷雙工位砂帶機打磨設備設備價錢
采用ABB IRB2600機器人,負載達20公斤,適用于打磨任務。深圳直銷雙工位砂帶機打磨設備設備價錢
機器人型號選擇的策略性考量因素在為本設備選配機器人型號時,需要進行策略性的綜合考量,以確保所選機器人能與具體的生產需求達到**佳匹配。設備支持選配多種ABB機器人型號,例如:ABB1200-07-0(負載7公斤,工作范圍),它適合處理小型、輕質的工件,如電子產品外殼、小型壓鑄件;ABB1200-05-0(負載5公斤,工作范圍),適用于對精度要求極高、但工件尺寸和重量都很小的場合;ABB1410(負載4公斤,工作范圍),在負載和工作范圍之間取得了良好平衡,通用性較強;ABB1600(負載6公斤,工作范圍),則是面向更***中型工件應用的通用型選擇。在選擇過程中,用戶必須首先明確幾個關鍵參數:待加工工件的**大重量(需考慮夾具重量)、工件的**大外形尺寸(這決定了所需的工作范圍或臂展)、加工工藝所要求的軌跡重復定位精度、以及期望達到的生產節拍(這影響了對機器人運動速度的要求)。例如,在3C行業進行精密結構件打磨,可能更側重精度和速度,ABB1200系列或許是推薦;而在工程機械領域處理較大的焊接件,則可能需要ABB1600或更大型號的機器人來保證負載和能力。利迅達通常提供專業的選型咨詢服務,其工程師會基于用戶提供的產品圖紙、產能目標、車間布局等具體數據。 深圳直銷雙工位砂帶機打磨設備設備價錢
廣東利迅達機器人系統股份有限公司在同行業領域中,一直處在一個不斷銳意進取,不斷制造創新的市場高度,多年以來致力于發展富有創新價值理念的產品標準,在廣東省等地區的機械及行業設備中始終保持良好的商業口碑,成績讓我們喜悅,但不會讓我們止步,殘酷的市場磨煉了我們堅強不屈的意志,和諧溫馨的工作環境,富有營養的公司土壤滋養著我們不斷開拓創新,勇于進取的無限潛力,廣東利迅達機器人系統股份供應攜手大家一起走向共同輝煌的未來,回首過去,我們不會因為取得了一點點成績而沾沾自喜,相反的是面對競爭越來越激烈的市場氛圍,我們更要明確自己的不足,做好迎接新挑戰的準備,要不畏困難,激流勇進,以一個更嶄新的精神面貌迎接大家,共同走向輝煌回來!
- 河北定做雙工位砂帶機打磨設備維保 2025-12-16
- 防城港定做雙工位砂帶機打磨設備耗材 2025-12-16
- 欽州定做小型打磨去毛刺設備 2025-12-16
- 中山定做雙立柱/三立柱機臺產品介紹 2025-12-16
- 惠州自動化雙工位砂帶機打磨設備客服電話 2025-12-16
- 天津一體化雙工位砂帶機打磨設備降價 2025-12-16
- 惠州定做小型打磨去毛刺設備降價 2025-12-16
- 中山雙工位砂帶機打磨設備 2025-12-16
- 玉林雙立柱/三立柱機臺維保 2025-12-16
- 深圳工業小型打磨去毛刺設備設備價錢 2025-12-16
- 鎮江節能微量潤滑系統哪里有 2025-12-16
- 虹口區移液器聯系方式 2025-12-16
- 島式中央臺用什么材料 2025-12-16
- 上海機械壓紙機設備 2025-12-16
- 浙江Marposs 傳感器精度 2025-12-16
- 浙江316L噸桶多少錢 2025-12-16
- 浙江五金配件機加工供應商 2025-12-16
- 河南MC20系列TOC分析儀的工作原理 2025-12-16
- 鎮江國產變壓器廠家供應 2025-12-16
- 河北攪拌釜生產廠家 2025-12-16