杭州數控切鋁機提供商
在“雙碳”目標背景下,切鋁機的能耗優化成為技術升級的重點。主傳動系統采用變頻調速技術,根據切割材料厚度與硬度自動調整電機轉速,避免“大馬拉小車”的能源浪費;液壓系統通過壓力補償閥與蓄能器組合,將能量回收率提升至60%以上,明顯降低空載功耗。冷卻液循環系統則引入智能溫控模塊,只在切割區域局部噴灑冷卻液,減少整體用量與廢水處理成本。此外,設備的待機模式設計符合國際能源標準,當檢測到30分鐘無操作時,自動進入低功耗狀態,此時功耗不足額定值的5%。這些節能措施不只降低了企業運營成本,更推動了鋁加工行業的綠色轉型。切鋁機在體育場館、公共設施鋁結構件加工中應用廣。杭州數控切鋁機提供商
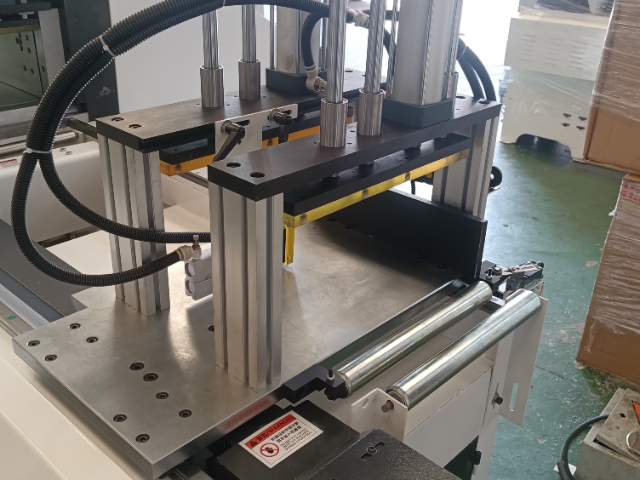
切鋁機在操作過程中,展現出了高度的自動化和智能化特點。操作人員只需在控制面板上設定好相關的參數,如切割長度、切割速度等,切鋁機就能按照預設的程序自動完成整個切割流程。這不只有效提高了生產效率,減少了人工操作的誤差,還降低了工人的勞動強度。在切割過程中,切鋁機能夠實時監測切割狀態,根據鋁材的材質、厚度等因素自動調整切割參數,確保每一次切割都能達到較佳效果。例如,當遇到硬度較高的鋁材時,切鋁機會自動增加切割壓力和刀具轉速,以保證切割的順利進行;而當切割較薄的鋁材時,它則會降低切割力度,避免鋁材變形或損壞。這種智能化的調節功能,使得切鋁機能夠適應各種不同類型鋁材的切割需求,展現出強大的通用性和靈活性。河南切鋁機選擇切鋁機在環保監測設備鋁制外殼加工中應用普遍。

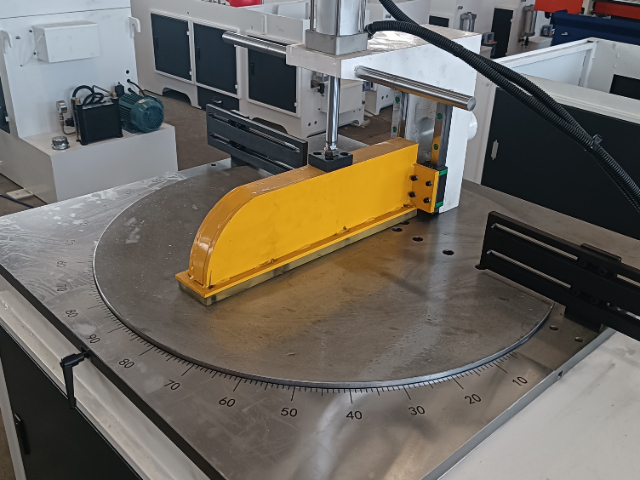
切割精度是切鋁機性能的關鍵指標之一,其控制技術涉及機械設計、材料科學和自動化控制等多個領域。首先,刀片的制造精度直接影響切割質量,高精度刀片需經過多道工序加工,包括刃口研磨、動平衡校正等,以確保刀片在高速旋轉時的穩定性。其次,工作臺的定位精度通過導軌和絲杠的配合實現,導軌采用高精度直線導軌或滾動導軌,絲杠則選用滾珠絲杠或梯形絲杠,以減少傳動過程中的間隙和摩擦。此外,切鋁機還配備了激光定位系統或CCD視覺系統,通過實時監測鋁材位置和切割路徑,自動調整刀片位置和切割參數,從而實現毫米級切割精度。在自動化控制方面,數控切鋁機通過編程輸入切割參數,設備可自動完成切割路徑規劃、速度調節和刀片更換等操作,大幅提升了切割效率和一致性。
在低溫環境,切鋁機的液壓系統與冷卻系統需解決流動性問題,液壓油選用低溫性能優異的品種,冷卻液則添加防凍劑降低冰點,設備啟動前通過電加熱裝置預熱液壓油與冷卻液至工作溫度,避免因粘度過高導致系統壓力異常。對于腐蝕性環境,切鋁機的結構件表面進行鍍鋅或噴塑處理,形成防護層隔絕腐蝕介質,接觸鋁材的部位選用不銹鋼或耐腐蝕合金材料,防止因化學腐蝕影響設備精度與壽命。在強電磁干擾環境,電氣控制系統采用屏蔽電纜與濾波器,減少外部電磁場對信號傳輸的干擾,確保設備運行穩定性。切鋁機支持加工程序的導入導出與云端備份功能。
切鋁機的能耗優化策略是降低生產成本與提升環保性能的關鍵。設備能耗主要來源于電機驅動、冷卻系統以及輔助裝置(如照明、除塵等)。高級機型通過采用高效電機、變頻調速技術以及智能控制系統,實現能耗的準確管理。例如,高效電機可將電能轉化為機械能的效率提升至90%以上,相比傳統電機可節省10%-15%的電能;變頻調速技術則可根據切割負載自動調整電機轉速,避免“大馬拉小車”的能源浪費。冷卻系統的能耗優化同樣重要。傳統冷卻方式通常采用大流量噴淋,導致大量冷卻液浪費與泵送能耗增加。高級設備通過采用微量潤滑技術(MQL),將冷卻液以霧狀形式準確噴射至切割區域,既保證冷卻效果又減少用量,同時降低泵送系統的能耗。此外,設備的待機能耗也不容忽視,通過優化控制邏輯,使設備在非工作狀態下自動進入低功耗模式,可進一步降低整體能耗。切鋁機可通過伺服系統實現高精度送料與定位控制。北京710切鋁機供應商
切鋁機配備噴霧冷卻系統,有效降溫并減少鋁屑粘連。杭州數控切鋁機提供商
切鋁機的操作人員需具備機械基礎與工藝知識,以充分發揮設備性能。首先需掌握鋸片更換與調試技能——包括鋸片安裝方向、螺栓緊固扭矩、動平衡校準等步驟,確保鋸片運行平穩;其次需熟悉切割參數設置,根據鋁材厚度、硬度調整鋸片轉速與進給速度,避免參數不匹配導致工件報廢;此外,還需具備故障診斷能力,通過觀察設備運行狀態(如噪音、振動、溫度)與屏幕提示信息,快速定位問題根源(如液壓泄漏、傳感器故障)。安全操作規范是關鍵要求——操作人員需佩戴防護眼鏡、耳塞與防切割手套,防止鋁屑飛濺與噪音傷害;切割前需檢查防護罩是否閉合,急停按鈕是否靈敏;切割過程中嚴禁觸摸旋轉部件,避免發生危險。部分高級切鋁機還支持遠程操作與數據監控,操作人員需掌握物聯網設備的使用方法,通過手機或電腦實時查看設備狀態,調整生產計劃。通過系統化培訓與實操演練,操作人員可在3-6個月內掌握切鋁機的關鍵技能,成為生產線的關鍵角色。杭州數控切鋁機提供商
- 江蘇全自動切鋁機供貨商 2025-12-14
- 四川三維液壓彎管機廠家供應 2025-12-14
- 重慶電動彎管機多少錢一臺 2025-12-14
- 張家港小型彎管機提供商 2025-12-14
- 浙江橫推切管機廠家電話 2025-12-14
- 重慶電動彎管機方案報價 2025-12-14
- 上海425橫推切管機方案報價 2025-12-14
- 成都無尾料切鋁機生產廠家 2025-12-13
- 遼寧尼龍棒料倒角機 2025-12-13
- 廣東基本款切鋁機性價比高 2025-12-13
- 惠州小型半封閉絲桿模組批發 2025-12-14
- 江蘇可視化光伏智能清潔機器人價格 2025-12-14
- 汕尾特種廢氣一體擾流除臭設備公司 2025-12-14
- 便捷式儲能設備哪家好 2025-12-14
- 浙江水標檢品機哪家好 2025-12-14
- 河北PROCON10648穩壓泵銷售公司 2025-12-14
- 昆山購買新能源原動設備按需定制 2025-12-14
- 深圳附近哪里有壓紙機供應商 2025-12-14
- 貴州分選檢重秤怎么樣 2025-12-14
- 河北機械主軸 2025-12-14