安徽折疊翅片機
通過沿長度方向相鄰的兩個卡板上相對的兩個翅片弧狀半槽組成一個翅片弧狀卡槽;第二卡板沿寬度方向的一側開設有b個翅片弧狀卡槽,第二卡板沿寬度方向的另一側開設有b-1個基管圓形凹槽和兩個基管圓形半槽,兩個基管圓形半槽分別位于第二卡板沿長度方向的兩端,通過沿長度方向相鄰的兩個第二卡板上相對的兩個基管圓形半槽組成一個基管圓形凹槽。推薦的,卡板的長度和第二卡板的長度相同,卡板上的a個基管圓形凹槽的數量與第二卡板上的b個翅片弧狀卡槽的數量相同。根據上述技術方案,本實用新型的有益效果是:本實用新型提供的基管、翅片復合定位式的翅片換熱管束,通過在卡板的兩側邊沿分別開設基管圓形凹槽和翅片弧狀卡槽,就能夠同時卡設翅片換熱管的基管和翅片相反兩側的外壁,避免了由于翅片換熱管上翅片間隔套裝的原因,而難以通過卡板直接從兩側卡緊翅片換熱管的問題,并且使翅片換熱管的基管和翅片都得到固定,使翅片換熱管在管束中能夠獲得良好的定位效果,從而保證翅片換熱管束能夠充分進行換熱,對翅片換熱管從行間和列間兩個方向上都具有良好的定位效果,通過卡板直接從兩側卡緊翅片換熱管的結構簡單可靠,具有的強度和使用壽命。折疊翅片,就選常州三千科技,有需求可以來電咨詢!安徽折疊翅片機

于此同時在散熱風機的作用下實現散熱翅片的散熱;所述翅片模組的正上方設有布油器,翅片模組的正下方位置設有集油槽,且布油器以及集油槽均采用螺絲固定的形式固定連接外框;所述布油器的底面上均勻的設有出油孔,且布油器的頂面上設有一進油孔,所述進油孔螺紋連接回油管的頭端;所述集油槽的上端開口,且集油槽的底面上開設有排油口,所述排油口螺紋連接有排油管,且排油管的底端采用螺紋連接的形式連接過濾器的進油口,所述過濾器內設有油濾芯,利用油濾芯實現對含塵冷卻油進行過濾;所述過濾器側壁上的出油口通過送油管連接儲油箱,儲油箱的出油口通過抽油管連接微型抽油泵的進油口,微型抽油泵的出油口連接回油管的尾端,實際使用時,在重力的作用下布油器內的冷卻油均勻的滴落在散熱翅片的表面,此時利用冷卻油在散熱翅片的表面上形成油膜,這樣不有助于消除散熱翅片上的靜電,從而利用油膜可以吸附氣流中的灰塵,這樣避免灰塵在散熱翅片上殘留,同時含塵的冷卻油在重力的作用下滴落在集油槽內,通過油濾芯實現對含塵冷卻油進行過濾,然后再通過微型抽油泵的作用下重新將冷卻油送入布油器內,整個過程有效的減少了散熱翅片上積累灰塵的情況。江蘇IGBT模塊折疊翅片報價鎳鈦折疊翅片廠家-常州三千科技。
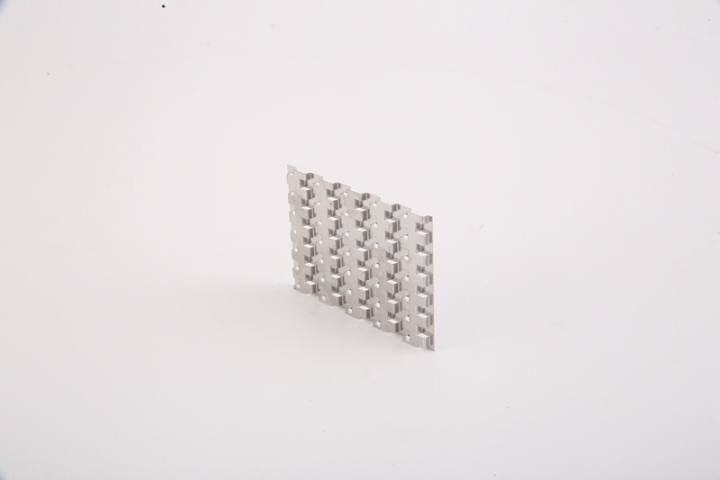
并且卡板的具體尺寸能夠根據實際情況靈活設置,適用范圍較廣,在進行組裝時只需依次安裝各排翅片換熱管和卡板即可,不需進行焊接,操作難度更為簡單,減少了管束組裝過程的工作量,提升了效率,與現有的翅片換熱管束相比,不具有良好的定位效果,并且結構簡單、組裝方便、成本低廉。附圖說明圖1為本實用新型的結構示意圖;圖2為卡板的結構示意圖;圖3為第二卡板的結構示意圖。圖中標記:1、側梁板,2、壓撐,3、基管,4、翅片,5、卡板,6、第二卡板,7、基管圓形凹槽,8、基管圓形半槽,9、翅片弧狀卡槽,10、翅片弧狀半槽。具體實施方式參見附圖,具體實施方式如下:一種基管、翅片復合定位式的翅片換熱管束,包括管束框架,管束框架內設有多排翅片換熱管和多個沿長度方向相互平行設置的卡板,通過沿寬度方向相鄰的兩個卡板配合裝夾同一排的翅片換熱管,管束框架包括兩個相對設置的側梁板1,多排翅片換熱管和多個卡板均設置在兩個側梁板1之間,兩個側梁板1之間還連接有兩個壓撐2,兩個壓撐2分別與上一層卡板的頂部和下一層卡板的底部接觸,從而將多排翅片換熱管和多個卡板配合卡緊。
按制造工藝分類按制造工藝可把翅片管分類為整體翅片管、焊接翅片管、高頻焊翅片管和機械連接翅片管。(1)整體翅片管,由鑄造、機械加工或軋制而成,翅片與管子為一整體。(2)焊接翅片管,使用釬焊或惰性氣體保護焊等工藝制造。現代焊接技術可使不同材料的翅片連接在一起,并能將翅片管制造得簡單、經濟,具有較好的傳熱及機械性能,已被應用。由于焊縫中殘渣不利于傳熱,甚至會引起斷裂,因此在生產這類翅片管時必須保證焊接工藝質量。(3)高頻焊翅片管,利用高頻發生器產生的高頻電感應,使管子表面與翅片接觸處產生高溫,在10μm左右的深度范圍內使兩者溶化,再加壓使翅片與管子連為一體。無焊劑,也無焊料,制造簡單,生產率高,傳熱及機械性能優良。這是為理想的一類翅片管,正為廣大用戶認識和采用。(4)機械連接翅片管,通常有繞片式、鑲嵌式、套片式或串片式等三種類型。繞片式翅片管制造簡單,把金屬帶用機械或焊接方式周定于管子一端,借管子轉動力矩將金屬帶緊緊地纏繞于管外壁,另一端固定即成繞片式翅片管。繞片的材料可以是銅帶、鋼帶或者鋁帶。[1]翅片管換熱器傳熱計算編輯翅片管式換熱器傳熱計算的基本方程式與其他管式換熱器一樣。銅折疊翅片廠家-常州三千科技。
從而使抽吸板11的整面成為吸附翅片8的狀態。從加工部101送出的翅片8被抽吸板11吸附而進行搬運。所搬運的翅片8若達到規定的長度則被切斷部件2切斷。翅片堆疊裝置100利用切斷部件2切斷翅片8的同時,打開抽吸箱10的風擋13。翅片堆疊裝置100通過使處于負壓狀態的抽吸箱10的內部朝向大氣開放,而解除翅片8的吸附狀態,通過使抽吸板11與翅片8一起向鉛垂方向下降而對翅片8施加下方向的力。抽吸板11在下降之后上升而返回原來的位置。落下的翅片8的堆疊孔80從錐狀的末端引導到堆疊銷5。堆疊孔80的開口緣與通過旋轉機構6實施旋轉的槽部50接觸而強制地向下移動,從而翅片8著落于升降臺4而依次層疊。此時,控制部以基于高度檢測機構所檢測出的檢測信息使升降臺4下降而將位于上層的翅片8保持在恒定的高度的方式進行控制。翅片堆疊裝置100反復上述的動作而層疊任意張數的翅片8并進行保持。這里,基于圖3對通過旋轉機構6實施旋轉的堆疊銷5的轉速與螺旋的間距l的關系進行說明。圖3是示出本實用新型的實施方式的翅片堆疊裝置的通過旋轉機構而實施旋轉的堆疊銷的轉速與螺旋的間距的關系的圖。縱軸表示螺旋的間距l[mm],橫軸表示堆疊銷5的轉速[rpm]。折疊翅片,就選常州三千科技,讓您滿意,歡迎新老客戶來電!江蘇液冷板折疊翅片設計
折疊翅片,就選常州三千科技,讓您滿意,有想法可以來我司咨詢!安徽折疊翅片機
兩個二級凹槽220的遠離一級凹槽210的一端延伸到換熱管遠離一級凹槽210的一方,該結構形成減縮型流道能換熱管后流體的回流區,降低因為邊界層分離形成漩渦產生的摩擦損失。本實施例中,所述一級凹槽210的另一端延伸至所述翅片本體100的一邊側,所述二級凹槽220的另一端延伸至所述翅片本體100的另一邊側。即煙氣流經翅片本體100時,部分的煙氣直接由一級凹槽210的另一端進入,然后直接從二級凹槽220的另一端流出翅片本體100。本實施例中,所述換熱流道還包括設置于所述翅片本體100上的拱形凸起230,所述拱形凸起230的凸起方向與所述一級凹槽210的下凹方向相同,如一級凹槽210、二級凹槽220設置于翅片本體100的底面,拱形凸起230則設置于翅片本體100的頂面,所述拱形凸起230沿所述一級凹槽210的延伸方向貫穿設置,所述拱形凸起230位于兩個所述二級凹槽220之間。兩個二級凹槽220之間的位置為換熱薄弱區,在換熱薄弱區的位置設置拱形凸起230,拱形凸起230形成一個擴口,流經翅片本體100的部分煙氣經過拱形凸起230,能夠增強局部區域速度場和溫度場的協同程度,從而實現低阻換熱。本實施例中,擴口的高度為3mm。在此結構設計下可使擴口的結構強度與換熱效果達到比較好。安徽折疊翅片機
- 湖南汽車散熱器折疊翅片報價 2025-12-15
- 河南凹凸單板折疊翅片設計 2025-12-15
- 遼寧半導體折疊翅片定制 2025-12-15
- 水冷板折疊翅片廠家 2025-12-15
- 遼寧凹凸單板折疊翅片廠家 2025-12-15
- 上海合金折疊翅片報價 2025-12-15
- 湖北半導體折疊翅片設計 2025-12-15
- 廣西不銹鋼折疊翅片定制 2025-12-15
- 河南新能源汽車折疊翅片報價 2025-12-15
- 吉林折疊翅片定制 2025-12-15
- 電動自行車潤滑脂高性價比 2025-12-15
- 嘉定區室內裝修材料檢測是什么 2025-12-15
- 合肥光學熱管散熱器廠家 2025-12-15
- 揭陽鏟齒銅散熱器生產 2025-12-15
- 陜西高質量建筑防爆拉索廠家 2025-12-15
- 深圳1060型材熱管散熱器材質 2025-12-15
- 廣東長城無線電調減震適合哪些車型使用 2025-12-15
- 叉車防撞系統車載 2025-12-15
- 河南汽車事件讀取儀使用流程 2025-12-15
- 六安6063未時效型材鏟齒散熱器性能 2025-12-15