江蘇加長鉆頭售價
再來分析所使用的設備(鋸機)方面的因素,在鋸機方面影響彎板產生的困素,主要有鋸機的整機運行質量和鋸機使用過程的安裝維護和切割過程的冷卻潤滑有關!鋸機整機的運行質量:根據多年來跟蹤用戶現場服務,處理問題的經驗,鋸機橫向(水平)運行導軌在使用一段時間產生磨損后,精度降低,達不到規定的質量控制標準時,產生爬行時,容易產生板材左右彎曲現象;鋸機縱向(垂直)升降導軌部分磨損后,精度降低達不到規定質量控制標準時,’容易產生板材上下彎曲現象!同時,據機導軌的鑲條間隙調整不當或導軌內有異物進人時,也易產生彎板現象!另外,鋸機主軸運行系統差也是導致板材彎曲的一個重要因素,因此,鋸機主傳動軸的精度和主軸軸承間隙的合理調整也是非常重要的,否則,將會產生不規律的板材彎曲現象!臺州市椒江建設工程機械廠為您供應鉆頭,期待為您服務!江蘇加長鉆頭售價

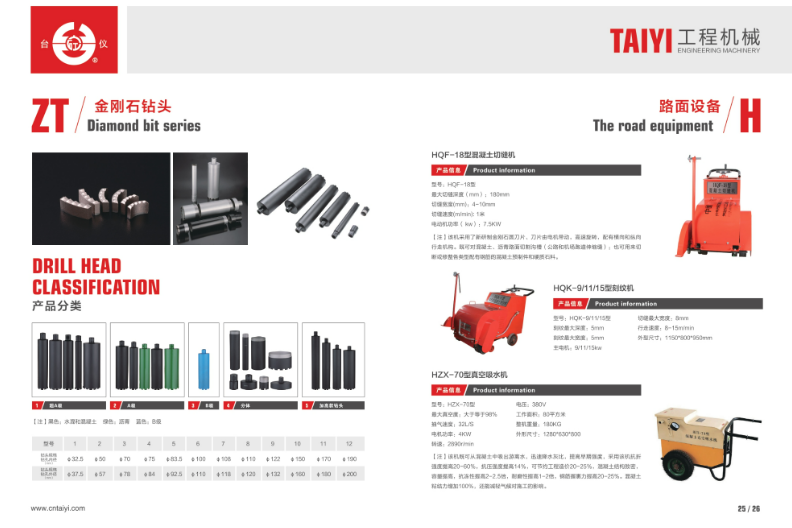
鉆頭是用來在實體材料上鉆削出通孔或盲孔,并能對已有的孔擴孔的刀具!常用的鉆頭主要有麻花鉆、扁鉆、中心鉆、深孔鉆和套料鉆!擴孔鉆和锪鉆雖不能在實體材料上鉆孔,但習慣上也將它們歸入鉆頭一類!高速鋼空心鉆頭,又名取芯鉆頭或開孔器,鉆頭分類:高速鋼鉆頭,硬質合金鉆頭,鎢鋼鉆頭;削切深度:35MM、50MM、100M;適合鉆機:進口的磁座鉆、磁力鉆、國產磁座鉆、磁鐵鉆、吸鐵鉆、鋼板鉆、磁性鉆、機床、臺鉆、座鉆等!直徑規格:12MM至100MM;鉆頭主要材質有高速鋼類;粉末冶金類;硬質合金類!鉆頭軸線要與砂輪面斜出60°的角度!這個角度就是鉆頭的鋒角,此時的角度不對,將直接影響鉆頭頂角的大小及主切削刃的形狀和橫刃斜角!這里是指鉆頭軸心線與砂輪表面之間的位置關系,取60°就行,這個角度一般比較能看得準!這里要注意鉆頭刃磨前相對的水平位置和角度位置,二者要統籌兼顧,不要為了擺平刃口而忽略了擺好度角,或為了擺好角度而忽略了擺平刃口!鉆頭的長度和直徑之比越大,其彎曲傾向增加!減小長徑比,可以減小撓曲力,從而避免鉆頭折斷和孔徑誤差加大!較深的孔要求鉆頭規格有較大的長徑比!通常孔深超過3倍直徑就是“深孔”,重慶鎢鋼鉆頭廠家有哪些臺州市椒江建設工程機械廠是一家專業生產銷售鉆頭,歡迎您的來電哦!

1、根據設計的直徑和總長度鉆頭可以選擇合金棒材切割機或使用線切割設備進行定長加工!2、定長切割棒材,兩端平整,可在手工具磨床上實現!3、合金棒已經倒角或鉆完端面,準備磨鉆頭外徑和柄部,取決于外圓磨具是公還是母!4、鉆頭在高精度外圓磨床上加工外徑、中空部分和刀柄外徑,保證外徑圓柱度、圓跳動和表面光潔度的設計要求!5、為了提高數控磨床上的加工效率,鉆頭鉆尖可以在合金棒放在數控磨床上之前進行倒角,比如140°鉆尖角,這樣可以倒角時粗磨至142°!6、將倒角合金棒清洗干凈后,轉移到數控磨床工序,在五軸數控磨床上進行鉆頭各個零件的加工!7、如果需要改善鉆頭排屑槽和外表面光潔度,也可以在第5步之前或之后使用羊毛輪和磨料進行研磨和拋光!當然,在這種情況下,鉆頭需要劃分更多的步驟進行處理!8、對合格的鉆頭進行激光打標,內容可能是公司品牌LOGO和鉆頭規格尺寸等信息!9、把標記好的鉆頭包裝好,送到專業的工具涂裝公司進行涂裝!
開始鉆孔前必須確保刀具已經完全安裝到位,沒有松動或沒有夾緊的現象!使用磁座鉆機鉆孔時必須保證鉆機磁塊下無鐵屑,吸附面平整,機器無搖擺或未完全吸附現象!開始鉆孔直至鉆孔完成的全過程應保持冷卻充分,有條件的比較好采用內冷卻,不充分冷卻易引起刀具損壞!鉆孔剛開始時應進刀緩慢平穩,切入1-2mm后可以加快進刀速度!出刀時適當減慢走刀速度,中間切削過程應保持進刀均勻!硬質合金鋼板鉆鉆孔時合理的刀刃線速度應在每分鐘30米左右,比較低不應低于每分鐘20米!硬質合金是高硬度的材料,存放和領用過程中應防止刀片磕碰,使用過程中應防止沖擊!入刀時若產生劇烈振動,需檢查轉速是否太高,還需檢查機器導軌是否間隙太大,必要時進行維修和調整!鉆孔過程中如遇到悶車停機現象,應首先切斷電源,手工反向稍微轉動刀具,使刀刃脫離切屑區域,再提起電機取下刀具,經查看無異常后可重新開始作業!纏繞在刀體上的鐵屑過多時,可退刀后用勾子除去!購買電錘鉆頭,就選臺州市椒江建設工程機械廠,有需求可以來電咨詢!
不管是什么種類的鉆頭,它的應用范圍都是非常廣的,只不過說的是PDC鉆頭的應用范圍可能會更廣一些,PDC鉆頭的應用的場面可能會更多一些。我們現在就一起來看一下PDC鉆頭和金剛石PDC鉆頭都分別有哪一些不同的應用場合和應用角度,這些角度具體又是一個什么樣的情況。PDC鉆頭首先是可以被當做零件應用的,比如說在一些地質鉆桿上面就可能會需要一些PDC鉆頭或者是一些金剛石PDC鉆頭,這兩種鉆頭是需要放在不同的地質鉆桿上面的,如果是精度等各方面要求比較高的地質鉆桿,那么肯定就要上金剛石PDC鉆頭,如果只是一般的地質鉆桿,那么就只需要上一般的地質鉆頭就可以了,這些都是有區別的,當然這里面的區別,可能就需要我們仔細的去查找和發現,不然可能會有一些難度。購買高速鋼鉆頭設備,就選臺州市椒江建設工程機械廠,讓您滿意,有想法可以來我司咨詢!重慶合金球齒鉆頭廠商有哪些
臺州市椒江建設工程機械廠是一家專業生產銷售鉆頭,有想法的不要錯過哦!江蘇加長鉆頭售價
(1).中心鉆頭:一般用于鉆孔前打中心點用,前端錐面有60°,75°,90°等,車床作業時為了用尾座支,持應該用60°中心鉆與車床尾座頂心60°相配合.(2).麻花鉆頭:為工業制造上使用普遍的一種鉆頭,我們一般使用的就是麻花鉆頭.(3).超硬鉆頭:鉆身之前端或全部以超硬合金刀具材料制成,使用于加工材料之鉆孔加工.(4).油孔鉆頭:鉆身有兩道小孔,切削劑經此小孔到達切刃部份,以帶走熱量及切屑,使用此鉆頭一般工作物旋轉,而鉆頭靜止(5).深孔鉆頭:早用于*管及石包管之鉆孔加工,又稱為*管鉆頭!深孔鉆頭為一直槽型,在一圓管中切除四分之一強的部份以產生刃口排屑(6).鉆頭鉸刀:為了大量生產之需要,其前端為鉆頭,后端為鉸刀,鉆頭直徑與鉸刀直徑只差鉸孔之裕留量,也有鉆頭于螺攻絲混合使用,故又稱為混合鉆頭.(7).錐度鉆頭:當加工模具進料口時,可使用錐度鉆頭.(8).圓柱孔鉆頭:我們稱其為沉頭銑刀,此種鉆頭前端有一直徑較小之部分稱為道桿.(9).圓錐孔鉆頭:為鉆削圓錐孔之用,其前端角度有90°,60°等各種,我們使用的倒角刀就是圓錐孔鉆頭的一種.(10).三角鉆頭:一種電鉆所使用之鉆頭,其鉆柄制成三角形之面,使夾頭可確實固定鉆頭!江蘇加長鉆頭售價
- 上海混泥土電動取芯機哪個品牌好 2025-12-22
- 椒江加長鉆頭怎么樣 2025-12-22
- 臺州合金鉆頭哪家專業 2025-12-22
- 安徽沖擊鉆頭怎么賣 2025-12-22
- 江蘇加長鉆頭售價 2025-12-22
- 椒江混泥土電動取芯機價錢 2025-12-22
- 廣東取芯鉆頭在哪買 2025-12-22
- 浙江取芯鉆頭公司 2025-12-22
- 浙江混凝土切割機費用 2025-12-22
- 鎢鋼鉆頭哪家可靠 2025-12-22
- 恒壓型PE管分水器焊接報告齊全 2025-12-22
- 浙江單腔鋁箔餐盒模具直銷 2025-12-22
- 秦淮區多功能鍋爐離心引風機 2025-12-22
- 連云港葉輪關風機供應商 2025-12-22
- 南京T型龍骨機定制 2025-12-22
- 紡織廠傳輸系統服務價格 2025-12-22
- 吉林KUKA工業機器人廠家現貨 2025-12-22
- 南京原裝進口保險柜多少錢 2025-12-22
- 江蘇特種激光全息制版系統廠家電話 2025-12-22
- 廣西流量閥附件 2025-12-22