太倉全自動精密模具市場價
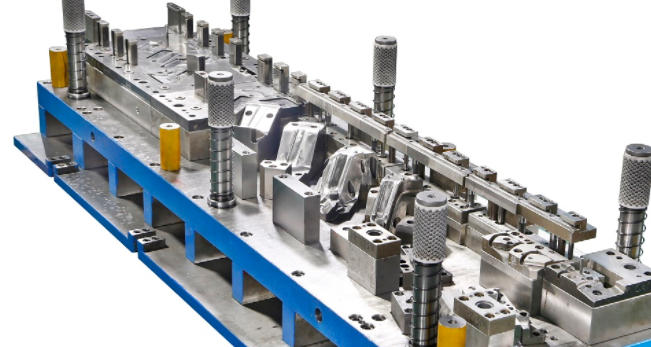
7. 升料與頂料單元(1)、升料銷單元:其主要作用是進行連續沖壓加工時將料條升至凹模上 (位置高度稱為送料高度,并達到順利送料目的,其形式有:(A).升料銷型 (圓形,純粹升料用),是**普通的升料銷單元。(B).升料銷型 (圓形,設有導料銷用孔),升料銷設有導料銷用孔可防止材料承受導引銷之變形及使導引銷確實發生作用。(C).升料及導料銷型,兼俱導料功能,連續模具之導料**常使用此形式升料銷型。(D).升料銷型(方形) 如有需求設有空氣吹孔。(E).升料及導料銷型 (方形)。對于塑料精密模具,常用的材料有P20、718H、NAK80等鋼材。太倉全自動精密模具市場價
②加工非金屬和粉末冶金的模具。包括塑料模(如雙色模具、壓塑模和擠塑模等) 、橡膠模和粉末冶金模等。 根據結構特點,模具又可分為平面的沖裁模和具有空間的型腔模。模具一般為單件,小批生產。按所成型的材料的不同五金模具、塑膠模具、以及其特殊模具。五金模具分為:包括沖壓模 ( 如沖裁模具、彎曲模具、拉深模具、翻孔模具、縮孔模具、起伏模具、脹形模具、整形模具等)、鍛模(如模鍛模、鐓鍛模等)、擠壓模具、擠出模具、壓鑄模具、鍛造模具等;太倉比較好的精密模具有幾種回料的使用成形品中的主流道和分流道并不是產品,有時會被丟棄或粉碎后作為成型材料再度使用。
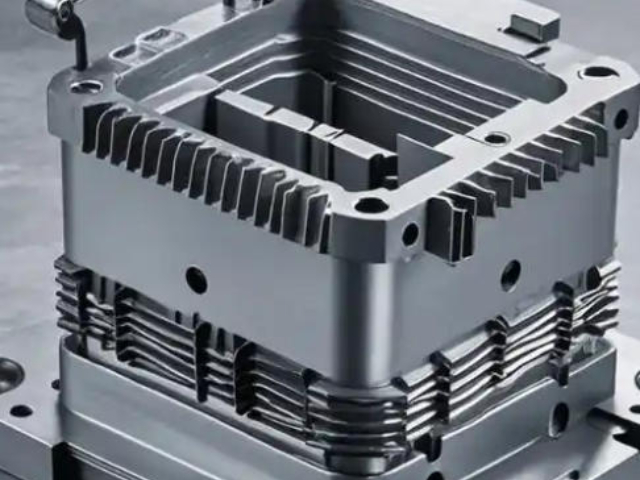
模具具有特定的輪廓或內腔形狀,應用具有刃口的輪廓形狀可以使坯料按輪廓線形狀發生分離(沖裁)。應用內腔形狀可使坯料獲得相應的立體形狀。模具一般包括動模和定模(或凸模和凹模)兩個部分,二者可分可合。分開時取出制件,合攏時使坯料注入模具型腔成形。模具是精密工具,形狀復雜,承受坯料的脹力,對結構強度、剛度、表面硬度、表面粗糙度和加工精度都有較高要求,模具生產的發展水平是機械制造水平的重要標志之一。模具種類很多根據加工對象和加工工藝可分為:①加工金屬的模具。
4. 壓料螺栓與彈簧單元(1)、壓料螺栓單元:壓料板螺栓之種類有:(A).外螺絲型,(B).套筒型,(C).內螺絲型。為保持壓料板于指定位置平行狀態,壓料螺栓之停止方法(肩部接觸部位):(A).模座凹穴承受面,(B).沖頭固定板頂面,(C).沖頭背板頂面。(2)、壓料彈簧單元:可動式壓料板壓料彈簧單元可大致分為:(A).單獨使用型,(B).與壓料螺栓并用型選擇壓料彈簧單元時比較好考慮下列要點再決定之:(A)、確保彈簧之自由長度及必要的壓縮量 (壓縮量大之彈簧宜置于壓料板凹穴)。(B)、初期的彈簧壓縮量 (預壓縮量) 或荷重之調整有無必要。注射速度:注射速度是精度注塑機的一個重要指標。

(5)內導引型:此構造不使用外導引裝置,內導引裝置貫穿沖頭固定板、壓料板及凹模固定板等等,正確地保持各塊板之位置關系性以保護沖頭。2. 導柱及導套單元模具之導引方式及配件有導柱及導套單元之種類有兩種:(A).外導引型(模座型或稱主導引),(B).內導引型(或稱輔助引)。另行配合精密模具之要求,使用外導引與內導引并用型之需求性高。(1)外導引型:一般上使用于不要求高精密度之模具,大多與模座構成一單元販賣之,主要作用是模具安裝于沖床時之刃件對合,幾乎沒有沖壓加工中之動態精度保持效果。計量精度:要使塑料制品保持較高的穩定性,每次注入模腔的熱熔塑料必須相等。太倉通用精密模具按需定制
高精度:能夠實現高度精確的制造,保證產品的尺寸精度和形狀復雜度。太倉全自動精密模具市場價
但是當熔融物料擠出速率達到某一限度時,擠出物表面就會變 得粗糙、失去光澤,出現鯊魚皮、桔皮紋、形狀扭曲等現象。當擠出速率進一步增大時,擠出物表面出現畸變,甚至支離和斷裂成熔體碎片或圓柱。因此擠出速率的控制至關重要。(4)壓注成型亦稱鑄壓成型。是將塑料原料加入預熱的加料室內,然后把壓柱放入加料室中鎖緊模具,通過壓柱向塑料施加壓力,塑料在高溫、高壓下熔化為流動狀態,并通過澆注系統進入型腔逐漸固化成塑件。此種成型方法,也稱傳遞模塑成型。壓注成型適用于各低于固性塑料,原則上能進行壓縮成型的塑料,也可用壓注法成型。但要求成型物料在低于固化溫度時,熔融狀態具有良好的流動性,在高于固化溫度時,有較大的固化速率。太倉全自動精密模具市場價
蘇州歐尚德精密機械有限公司在同行業領域中,一直處在一個不斷銳意進取,不斷制造創新的市場高度,多年以來致力于發展富有創新價值理念的產品標準,在江蘇省等地區的機械及行業設備中始終保持良好的商業口碑,成績讓我們喜悅,但不會讓我們止步,殘酷的市場磨煉了我們堅強不屈的意志,和諧溫馨的工作環境,富有營養的公司土壤滋養著我們不斷開拓創新,勇于進取的無限潛力,歐尚德供應攜手大家一起走向共同輝煌的未來,回首過去,我們不會因為取得了一點點成績而沾沾自喜,相反的是面對競爭越來越激烈的市場氛圍,我們更要明確自己的不足,做好迎接新挑戰的準備,要不畏困難,激流勇進,以一個更嶄新的精神面貌迎接大家,共同走向輝煌回來!
- 吳中區全自動感應式編碼器市場價 2025-12-21
- 虎丘區一體化精密模具選擇 2025-12-21
- 張家港比較好的工裝夾具維保 2025-12-21
- 相城區直銷工裝夾具設備廠家 2025-12-21
- 虎丘區便捷式工裝夾具設備廠家 2025-12-21
- 太倉購買精密模具銷售公司 2025-12-21
- 吳江區全自動感應式編碼器市場價 2025-12-21
- 吳江區全自動精密模具銷售公司 2025-12-21
- 吳中區直銷感應式編碼器生產廠家 2025-12-21
- 張家港銷售工裝夾具銷售公司 2025-12-21
- 上海易觸無人售貨機 2025-12-21
- 鹽都區銷售通用機械生產廠家 2025-12-21
- BC低速電動機銷售 2025-12-21
- 耐用機器人工作站市場 2025-12-21
- 福建國產攪拌器定制 2025-12-21
- 河南攪拌器機械密封結構 2025-12-21
- 湖南臥式磁力泵哪里買 2025-12-21
- 泉州光伏零部件加工廠家 2025-12-21
- 北京日本進口清洗機價格 2025-12-21
- 湖北空調行業鉚接 2025-12-21